[拼音]:chaosu chengxing
[外文]:superplastic forming
利用某些金属在特定条件下所呈现的超塑性进行锻压成形的方法。金属的塑性通常用延伸率表示,其值一般小于40%。但在特定的条件下金属呈超塑性,其特征是:延伸率可提高几十到几百倍,最高可达2000%以上;流动应力降低为原来的几十分之一;不出现加工硬化。
金属获得超塑性的主要条件是:具有等轴、细微的晶粒结构、缓慢的应变速率和恒定的变形温度。这种在恒定温度条件下呈现的超塑性称为恒温超塑性。某些金属在相变温度下反复加热和冷却时,则可能出现相变超塑性。
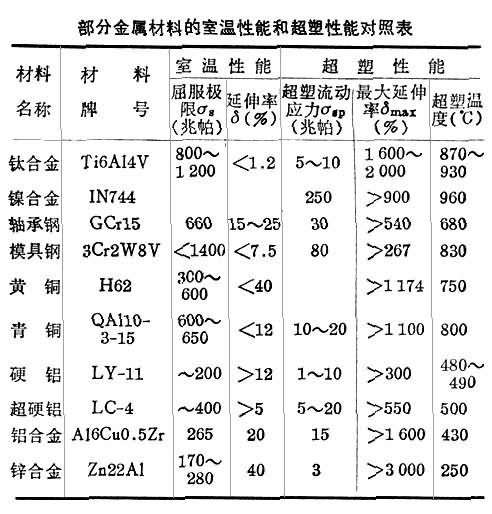
20世纪20~30年代,人们就已发现金属的超塑性现象。超塑性原理从60年代开始应用于工业生产。工业上用于超塑性加工的金属主要有锌合金、铝合金、铜合金和钛合金,部分钢也可进行超塑性加工(见表)。
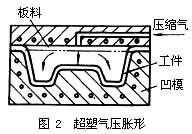
常用的超塑成形方法,有超塑气压成形和超塑挤压(或模锻)成形。前者用于板料(图2),通入压力为1~2兆帕的氮气或空气,迫使板坯胀形,紧贴凹模而制成工件。后者用于棒料,与传统的热挤压或热模锻相似。成形的坯料需要先经超塑组织处理。成形时,模具和坯料都必须保持在超塑的恒定温度下,所以模具上要有加热装置。成形速度必须缓慢,一般用油压机准确控制。此外,还可利用超塑状态下金属的固相扩散能力实现扩散焊。

超塑成形已用在电子、仪器仪表、航空、宇航、模具制造和工艺品制造等部门。这种工艺对于高比强度、难变形的钛合金成形尤有重要意义,已用于制造叶片、涡轮盘 (图3)、高压球形容器。采用超塑成形可以节约材料20%以上,节约能源30%以上,节约设备投资50%以上,并可减少工序、缩短生产周期。超塑成形工艺一次性投资较少,在小批量生产时,比传统成形工艺有利。但在大批量生产时,因对金属组织有特殊要求,而且生产率低,应用尚不广泛。