[拼音]:gongcha
[外文]:tolerance
实际参数值规定的允许变动量。在机械制造中,公差主要用于限制产品几何参数的误差,使这些参数实际值的变动处在一定限度内,以保证产品达到规定的精度和使用要求。几何参数的公差有尺寸公差和形位公差等。通常所说的公差主要指尺寸公差。
尺寸设计给定的尺寸称为基本尺寸;测量得到的尺寸称为实际尺寸;允许变动的两个界限值称为极限尺寸, 分最大极限尺寸和最小极限尺寸。 例如在以基孔制互相配合的孔和轴在图中分别标注孔为  、轴为
、轴为 ,它们的直径有相同的基本尺寸为25毫米,但各自极限尺寸不同:其中孔的最大和最小极限尺寸分别为25.021毫米和25.000毫米,轴的最大和最小极限尺寸分别为24.980毫米和24.967毫米。公差等于最大极限尺寸与最小极限尺寸的代数差,在此例中孔径的公差相应为0.021毫米,轴径的公差为0.013毫米。
,它们的直径有相同的基本尺寸为25毫米,但各自极限尺寸不同:其中孔的最大和最小极限尺寸分别为25.021毫米和25.000毫米,轴的最大和最小极限尺寸分别为24.980毫米和24.967毫米。公差等于最大极限尺寸与最小极限尺寸的代数差,在此例中孔径的公差相应为0.021毫米,轴径的公差为0.013毫米。
某尺寸减其基本尺寸所得的代数差。它是尺寸偏差的简称。最大极限尺寸减其基本尺寸所得的代数差为上偏差,最小极限尺寸减其基本尺寸所得的代数差为下偏差。上偏差和下偏差统称为极限偏差。上偏差与下偏差的代数差的绝对值即等于公差。 例如孔 ,上偏差为+0.021毫米,下偏差为0,公差为0.021毫米;轴
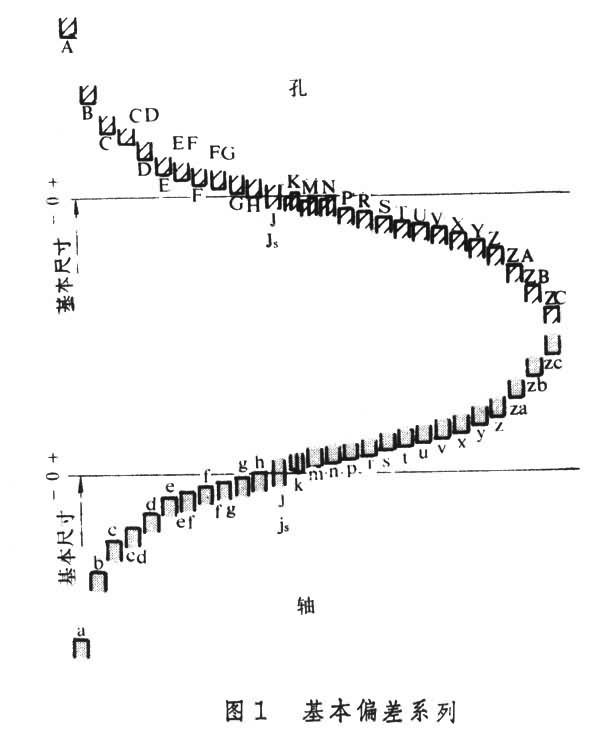
,上偏差为+0.021毫米,下偏差为0,公差为0.021毫米;轴 ,上偏差为-0.020毫米,下偏差为-0.033毫米,公差为 0.013毫米。经标准化的、用以确定孔、轴公差带相对于零线位置的上偏差或下偏差称为基本偏差。当公差带在零线上方时,基本偏差为下偏差;当公差带在零线下方时,基本偏差为上偏差。基本偏差代号用拉丁字母表示,大写表示孔,小写表示轴,各28个,构成基本偏差系列(图1)。其中A~H为下偏差,J~ZC为上偏差;a~h为上偏差,j~zc为下偏差;Js与js的绝对值为标准公差IT的一半,即Js=js=±IT/2。将基本偏差与标准公差组合,可得到不同大小与不同位置的孔、轴公差带。例如,孔公差带H7即基本偏差H与7级标准公差的组合;轴公差带f6即基本偏差f与6级标准公差的组合。查公差表可知:
,上偏差为-0.020毫米,下偏差为-0.033毫米,公差为 0.013毫米。经标准化的、用以确定孔、轴公差带相对于零线位置的上偏差或下偏差称为基本偏差。当公差带在零线上方时,基本偏差为下偏差;当公差带在零线下方时,基本偏差为上偏差。基本偏差代号用拉丁字母表示,大写表示孔,小写表示轴,各28个,构成基本偏差系列(图1)。其中A~H为下偏差,J~ZC为上偏差;a~h为上偏差,j~zc为下偏差;Js与js的绝对值为标准公差IT的一半,即Js=js=±IT/2。将基本偏差与标准公差组合,可得到不同大小与不同位置的孔、轴公差带。例如,孔公差带H7即基本偏差H与7级标准公差的组合;轴公差带f6即基本偏差f与6级标准公差的组合。查公差表可知:
 ,
, 。
。
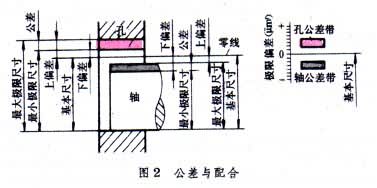 公差与配合图解
公差与配合图解
用图形表示孔、轴尺寸与偏差的关系。由于公差和偏差数值与尺寸数值比较起来相差很大,图2中公差和偏差用较大比例画出。零线表示基本尺寸,零线以上的偏差值表示正值,零线以下的偏差值表示负值。由代表孔或轴上、下偏差的两条直线所限定的区域称为孔或轴的公差带。图解中矩形的高度表示公差带的大小,其值取决于公差等级,即精度。孔和轴公差带的相对位置表示孔和轴间的尺寸差和其变动范围,亦即轴装入孔中后所形成配合的松紧类型。因此公差带大小和公差带位置是公差与配合的两个基本要素。
公差标准为实现产品互换性的原则和便于设计和制造,公差与配合均制订有国家标准和国际标准。标准中规定的公差称为标准公差,其数值可按基本尺寸分段和按公差等级查表确定。公差等级分为IT01、IT0、IT1、…、IT18、共20级,等级依次降低,公差值依次增大。IT表示国际公差 (ISO Tolerance)。公差等级或公差数值选择的基本原则是:应使机器零件制造成本和使用价值的综合经济效果最好,一般配合尺寸用IT5~IT13,特别精密零件的配合用IT2~IT5,非配合尺寸用IT12~IT18,原材料配合用IT8~IT14。