[拼音]:chouyang jianyan
[外文]:sampling inspection
又称抽样检查,是从一批产品中随机抽取少量产品(样本)进行检验,据以判断该批产品是否合格的统计方法和理论。它与全面检验不同之处,在于后者需对整批产品逐个进行检验,把其中的不合格品拣出来,而抽样检验则根据样本中的产品的检验结果来推断整批产品的质量。如果推断结果认为该批产品符合预先规定的合格标准,就予以接收;否则就拒收。所以,经过抽样检验认为合格的一批产品中,还可能含有一些不合格品。采用抽样检验可以显著地节省工作量。在破坏性试验(如检验产品的寿命)以及散装产品(如矿产品、粮食)和连续产品(如棉布、电线)等检验中,也都只能采用抽样检验。抽样检验是统计质量管理的一个组成部分。
抽样检验方案及其特性抽样检验方案(简称抽样方案)是一套规则,依据它去决定如何抽样(一次抽或分几次抽、抽多少),并根据抽出产品检验的结果决定接收或拒收该批产品。在确定了一个抽样方案后,可以计算具有指定质量指标(例如批不合格品率 p)的一批产品被接收的概率,接收概率L(p)是p的函数,称为抽查特性函数,简称OC函数,其图形称为抽查特性曲线(OC曲线),如图1所示。

在实际问题中,常要求设计一个抽样方案,使它具有所需要的抽查特性。例如,若以批不合格品率p为质量水平,根据生产方的生产水平和使用方对产品的要求,可以确定两个质量水平p0,p1(p0<p1),而要求所设计的抽样方案有如下性质:当p≤p0时,以高概率(大于或等于1-α)接收整批产品;而当p≥p1时仅以低概率(小于或等于β)接收整批产品。通常称α为生产方风险,β为使用方风险;p0为生产方风险质量,p1为使用方风险质量。除此之外,也可以根据其他形式的要求来设计抽样方案。例如,挑选型抽样方案中要求经检验后的平均质量水平(称为平均检出质量)达到一定的数值。
抽样方案的分类按指标性质可分为计数抽样方案与计量抽样方案两类。前者对每个产品只区分为合格或不合格,然后根据样本中不合格品的数目,按预先规定的判断规则决定接收还是拒收该批产品。这种方案比较容易实施,使用较广泛。计量抽样方案则需要测定样本中每个产品的一个或多个定量指标(如尺寸、重量、强度及寿命等),据此计算适当的统计量的值,再按预先规定的判断规则来决定是否接收这批产品。它对检验员及检验设备要求较高,计算也较复杂,使用不如计数方案广泛。但是计量抽样方案可以较多地利用样本提供的信息,故为达到同样的检验效果,所需的样品个数比计数抽样方案一般要少。
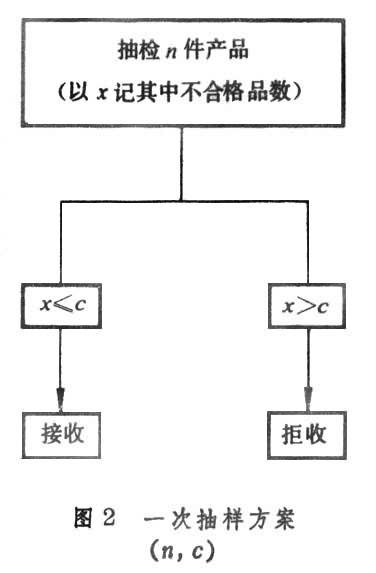
按抽取样本的方式,抽样方案又可分为一次、二次、多次及序贯抽样方案。若事先指定一个正整数n,从批中抽出n个产品进行检验,称之为一次抽样方案。一次计数抽样方案中,接收或拒收整批产品,取决于样本中的不合格品数x,若x不大于事先指定的с(с也称为接收数),则接收整批产品,否则拒收。这种一次计数抽样方案可用两个参数(n,с)来描述,其实施程序如图2。
k次抽样方案是:指定正整数n1,从批中抽出n1个产品进行检验;根据检验结果决定终止抽样(作出接收或拒收的结论)或继续抽取n2个产品,其中n2可以事先指定也可与已抽出产品的检验结果有关。再根据这两次n1+n2个产品检验的结果,决定终止抽样或者继续抽样;依此类推,最多进行k次就必须作出是否接收的决定。例如,有一种道奇-罗米格方案是二次计数抽样方案,可用四个参数(n1,n2,с1,с2)来描述。第一次抽样取n1个产品,若其中不合格品数x1不大于с1或大于с2(с1<с2),则终止抽样,并分别作出接收或拒收该批之结论;с1<x1≤с2,则再抽出 n2个产品,若这n1+n2个产品中的不合格品总数x2不大于с2,则接收该批产品,否则拒收,如图3
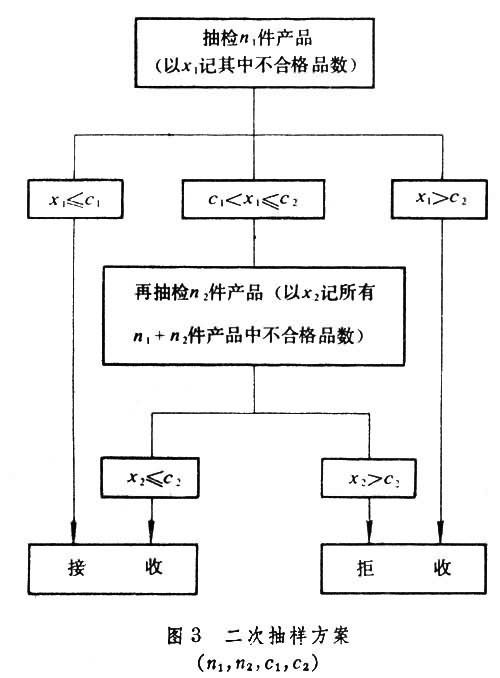
所示。序贯抽样方案相当于k次抽样方案在 k→ 的情形,即可能的抽样次数事先不加任何限制。
的情形,即可能的抽样次数事先不加任何限制。
根据应用的场合不同,抽样方案又有标准型、挑选型、调整型和连续型等区分。标准型抽样方案适用于孤立的一批产品的检验。挑选型抽样方案用于以下情况:对不合格的批可以进行全面检验,并以合格品替换所有检出的不合格品后,再进行交付。调整型方案则要根据最近检验过的若干批的质量变化,采取适当的调整措施,例如,在正常情况下采用一个正常的抽样方案,当批质量明显变劣或确有提高时,则分别换用一个加严或放宽的抽样方案,等等。所以,调整型抽样方案不是一个孤立的抽样方案,而是用一组调整规则联系起来的几个抽样方案的组合。
抽样方案的标准化除了根据抽样检验方法制定适用于各种特定情形的抽样方案外,抽样检验方法的标准化是一个重要的趋向。这就是制定各种类型的抽样标准,其内容包括抽样方案程序及图表。生产方和使用方只要商定出关于批质量的某个(或某些)特性值,根据抽样检验标准(简称抽样标准)即可得到所需的抽样方案。目前使用最广泛的标准是由国际标准化组织 (ISO)通过并颁布的两个国际标准:ISO 2859-1974:《计数抽样程序及表》和ISO 3951-1981:《不合格品率的计量抽样程序及图表》。这两个国际标准的蓝本是美国军用标准MIL-STD-105D和MIL- STD-414。其他国家或直接采用这些标准,或在它们的基础上修订出本国的抽样标准。中国也颁布过几个标准,如关于计数抽样的《中华人民共和国国家标准GB 2828-81》。此外,一些国家还制定了适用于连续生产线上的抽样检验的连续抽样标准。
近年来,从经济角度来研究抽样检验的问题也已成为一个重要的趋向。比如,在制定抽样方案时,考虑检验一个产品所需的费用,被检验批的某个质量参数(如不合格品率、单位产品的平均缺陷数等)的先验分布(见贝叶斯统计),接收不合格批所造成的损失,及拒收合格批所造成的影响等因素,从原则上导出一个使总费用(总检验费用与各项损失的总和)为最小的最佳抽样方案,也即所谓的贝叶斯抽样方案。A.霍尔德对最佳抽样方案进行过一些研究,他的工作有一定的代表性。
- 参考书目
- H. F. Dodge,H. G. Romig,sampling Inspection tables,2nd ed., John Wiley & Sons, New York,1959.
- A.Hald,Statistical Theory of sampling Inspection by Attributes, Academic Press,London,1981.
- G.J. Lieberman and G. J. Resnikoff, Sampling Plans for Inspection by Variables,J AS A,Vol.50,pp. 457~516,1955.