[拼音]:jiagongzhi
[外文]:converted paper
根据需要,对原纸进行某种方式加工,使其具有某些新的性能的纸种。加工用原纸除具备一般纸的基本质量,如表面平整、无折纹裂口,无尘埃硬块、有一定的强度,还要具备加工方法所需要的特性,如浸渍、变性加工原纸,应有规定的紧度、吸收能力、吸收速度和湿强度;涂布加工原纸要有适度的表面施胶度、较高的表面平整度和表面强度以及适当的吸水值等。
经加工后的纸在性能上具有以下4种类型:
(1)仍保有原纸的本体特性,如机械压光的餐巾纸、包装衬纸。
(2)提高了原纸的使用质量,增加了原纸使用价值。如低定量涂布新闻纸,涂布层改善了原纸的不透印性能,从而节约用浆量,改善印刷效果。
(3)原纸具有全新的用途,如以不同的涂布方法生产的热敏感纸、光敏感纸、压敏感纸等。
(4)纸的纤维发生化学变化,不复存在原纸所具有的常规性能,从而使原纸特性改变,成为变性纸,如羊皮化纸、钢纸。
加工纸按加工方法主要分为涂布加工纸、浸渍加工纸、变性加工纸、复合加工纸、机械压型纸和真空镀膜纸等。
涂布加工纸在原纸表面,涂布颜料、树脂或其他特殊物质加工而成的纸。涂布的目的是改善纸的表面性能,提高其强度、耐水性、耐油性和提高防光、防射线、防锈等功能。
在20世纪20年代广泛采用计量棒涂布头的技术,施涂辊浸入料槽,将所沾的涂料转载施涂于原纸的表面。这种涂布方式所用涂料浓度低,原纸吸水量大而增加干燥负荷。不久便被其他方法所取代。现在常用的涂布方法有三种:
(1)辊式涂布:带料辊自料槽沾取涂料,经渡料辊向涂布辊转载,向纸表面施涂。
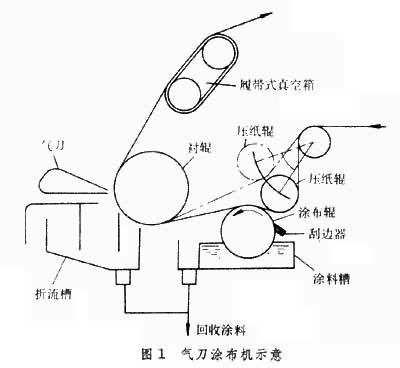
(2)气刀涂布:施涂辊沾料后,由刮刀刮除辊面上过量的涂料,然后向纸面施涂(图1)。由气刀向纸面涂层吹送高压空气,将浮于纸面的涂料吹除落于回料槽中。纸面得到厚度均匀的涂料,进一步提高了涂布质量,使涂层可以降低到接近10g/m2。涂料的含干固物量可提高到40~45%,降低原纸吸水量,减轻干燥负荷,从而可以采用气流干燥方式,使涂布速度可以达到300m/min以上。
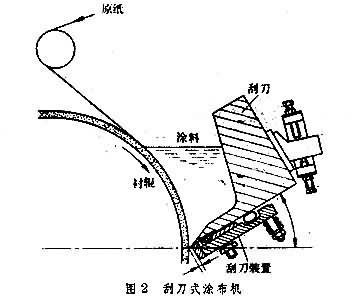
(3)刮刀涂布:原纸由衬辊支撑,与刮刀托架组成料坑。纸与涂料短暂接触,出料坑口即为刮刀。由刮刀架的压力和刮刀与纸接触的角度控制涂料在纸面上的留着量(图2)。由于纸与涂料直接接触,因此涂料含固量可高达58~62%。原纸吸水量更小,通常涂布速度在800m/min以上,目前世界上最高速度在1800m/min左右。由于刮刀刀端平直,不受原纸平整度的影响,刮后的涂层表面平整,涂量可低到5.7g/m2。在80年代初,又进而采用挠性刮刀。刮刀受压而呈弧状,与原纸相切控制涂量。它的角度可以调整,直到涂量在5g/m2左右。
 浸渍加工纸
浸渍加工纸
原纸浸入浸渍槽,吸收某种浸渍剂(树脂、油类、蜡质或沥青质物质)。浸渍剂赋予原纸新的特性,从而改进了原纸的使用质量。加工时,用热风或烘缸干燥,使浸渍剂固化。有的纸浸渍石蜡、沥青等只需加以冷却即可,如油毡纸、食品包装用蜡纸、机械零件包装用中性纸等。
变性加工纸原纸的植物纤维,在反应槽中与药剂接触并起一定化学作用和物理变化,发生膨润、降解、胶化等作用,从而改变了原纸的原有特性,成为变性加工纸,适用于新的用途。例如,原纸在酸处理槽中进行羊皮化,纤维降解并起改性作用。经压榨脱去残余酸并经水洗,使纸呈中性,成为不同质量等级的植物羊皮纸,供食品包装用、制作打孔电报条等产品;原纸经氯化锌处理变性后,洗去残液至中性,成为不同质量等级的钢纸,具有较高的挺度和强度,可供制作旅行提箱、帽沿衬纸、变压器密封垫片、电机线槽中绝缘材料等。
纸的变性作用缓慢,因此抄速不宜高,药剂多具有腐蚀性,设备需用耐蚀材料制作。
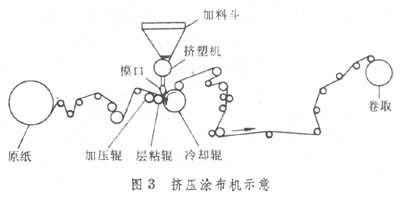
复合加工纸在原纸的一面或双面用另一种纸或其他材料薄膜进行粘合或熔合而成的纸。复合层增加了原纸的强度、平滑度,形成防潮、防油层或密封层,具有新的使用性能。如塑料复合纸,由挤塑模头挤出的薄膜,用加压辊、层粘辊使原纸与薄膜相复合。复合纸经冷却辊全部冷却后即可卷取成品(图3 )。
印有木纹的复合纸可作家具贴面用,美观而又可增加家具表面强度,具有防水耐油能力;也可作墙壁、地板贴面用。纸与铝箔的复合纸,大量用于卷烟防潮包装。
机械压型纸多以刻花的阴阳模辊对纸层进行模压,形成图案或花纹的纸。这种纸改进了原纸的外观,增强了艺术感。用于制作装饰纸、壁纸及用作精细商品和食品包装的衬垫。
真空镀膜纸