粉尘排放标准(≤30mg/Nm3),新的排放标准成为电除尘技术发展的巨大动力。电除尘行业为满足新排放标准迅速推出了几项可供大机组工程应用的新技术,余热利用技术就是其中一种。电除尘器是火电厂烟尘污染治理的主流设备,但它对燃用煤种的粉尘比电阻较敏感,在我国煤种多变的情况下,特别对于高比电阻粉尘工况时,电除尘易出现反电晕,使除尘效率下降,这是传统电除尘器的一大弊病。近几年,工程技术人员从整个锅炉尾部工艺系统考虑把锅炉排烟温度进一步降低(从120~170℃降到90~110℃),使得大多数煤种的粉尘比电阻都能降低到电除尘器的最佳工作范围,从而从根本上解决了电除尘器在高比电阻粉尘工况时,易出现反电晕使除尘效率下降的问题。
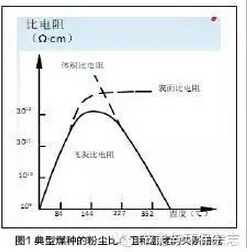
图1是比较典型的煤种的粉尘比电阻与温度曲线,当温度在150℃左右时粉尘的比电阻最大,随着温度的上升和下降,粉尘的比电阻均会降低。烟气温度调高会影响锅炉的热效率显然是不现实的,温度降低则有利于粉尘的比电阻降低,从调节电除尘入口烟气温度入手来降低粉尘比电阻。采取余热利用技术,实现烟气调温,使之降低粉尘比电阻,适应电除尘高效工作,实现粉尘减排,同时也可实现节煤、节电的多重效果。
1余热利用工艺
燃煤电厂常用的余热利用工艺一般是利用余热来加热低加系统的冷凝水,从而达到烟气降温和冷凝水升温的目的。加热低加系统的余热利用的工艺系统一般可分为两种模式。其中图2为并联布置模式,采取单路取水单路回水工艺,配合增压泵及管路阀门系统,通过PID自动调节,实现余热利用系统的自动控制。并联布置的优势是,该模式可单独解列,不影响发电系统正常运行。
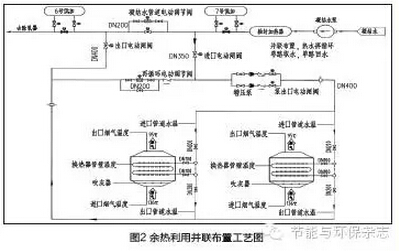
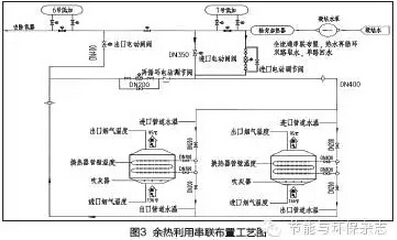
图3为余热利用串联布置模式,在低加回路上适当位置设置截止阀,并在截止阀的前后取水和回水,设置热水再循环系统和旁路系统,通过PID自动调节,实现系统的自动控制。与并联模式相比较,该模式降温效果更加明显。
2余热利用在某火电厂的应用
2.1余热利用工艺说明
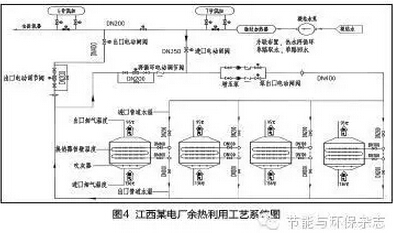
江西某电厂采用余热利用并联布置工艺(图4),从轴封加热器出口取一路凝结水,通过增压泵提高管路系统中的压力,将凝结水送至电除尘器前端换热器进行气-水换热,换热后的凝结水回到7号低加出口,由于轴封加热器出口处水温较低(45℃左右),通过设置再循环管道与增压泵,将换热后的高温水引回进水口,提高进入换热器的水温,保证换热器内的管道水温高于管壁腐蚀温度;在电除尘器4个入口烟道各布置一个换热器,用于系统中的气-水换热。
2.2余热利用控制系统
余热利用的控制系统主要包括烟温自适应控制、水温自适应控制和吹灰控制。烟温自适应控制:每个换热器出口各设两个温度测点,通过调节阀门的开度或泵的转速,控制凝结水进入换热器的水量与烟气的热交换,来实现烟温的保持在恒定的范围内。烟温自适应控制逻辑图见图5。
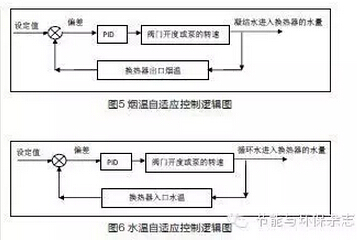
水温自适应控制:换热器入口水温(三取二)为反馈参数,通过调节阀门开度和泵的转速,控制循环水进入换热器的水量,来实现换热器入口的水温保持在恒定的区间范围,避免换热器金属管壁的低温腐蚀。水温自适应控制逻辑图见图6。

吹灰控制:余热利用系统采用声波吹灰器,控制方式分为手动喷吹和自动顺控喷吹,同时具备解列的操作功能。吹灰控制系统的作用在于清除换热模块的积灰,使换热器保持良好的换热性能。
2.3运行状况
从实际运行来看,在锅炉负荷变大的情况下,增大回水管电动调节阀开度和增压泵的频率,供水管道流量增大,余热利用换热器出口烟气温度和增压泵出口管道水温均降低;在锅炉负荷变小的情况下,减小回水管电动调节阀开度和增压泵的频率,供水管道流量减小,余热利用换热器出口烟气温度和增压泵出口管道水温均上升。由此通过烟温调节和水温调节,使换热器出口烟气温度和换热器入口温度保持在恒定的温度范围。表1是在机组不同负荷下,余热利用系统运行参数。
3结语
经过江西省电力科学研究院的测试,在余热利用工艺投运情况下,江西某电厂1号机组粉尘排放浓度为16mg/m3,除尘效率达到99.91%,机组热耗平均降低54.69kJ/kWh,厂用电率降低0.15%,供电煤耗平均降低2.57g/kWh,综合考虑环境等因素影响,年平均节煤2.18g/kWh,达到了良好的减排节能效果。余热利用技术在电除尘器上的成功应用,说明该技术具有很好的降低排放、循环节能的效益,值得进一步推广应用。














