[拼音]:zhishu
[外文]:hackling
适用于亚麻打成麻的专用精梳工艺过程。将打成麻束一端握持,用有梳栉的针帘先分梳其外露的一端,然后调换握持另一端再梳,使纤维伸直平行,排除短麻和杂质,进一步松解,分离成适合于纺纱的工艺纤维,即梳成麻(见麻纺)。梳成麻可采用长麻纺系统纺制品质较好的细支纱,短麻可采用短麻纺系统纺制粗支纱。在栉梳前需进行原料选配、给湿、堆仓、分束和初梳等准备工作。根据所纺产品的质量要求和纤维品质选用适当的原料混配,可以保证纺纱生产的稳定性。给湿是在打成麻中喷入由油剂、柔软剂和渗透剂等制成的乳化液。在麻仓内堆放24~36小时,使乳化液渗透均匀,一般保持回潮率15~17%,使纤维润滑柔软,增加强力和柔软度,以减少在分梳过程中的损伤。分束是把打成麻分成规定重量的麻束,也可在亚麻原料厂制麻工序进行。初梳在针板上手工进行,用手握持麻束一端,先梳一端,再梳另一端,剔除麻束两端最杂乱的纤维。若打成麻较整齐且长度较短,则不经过初梳。纤维长度过短的打成麻一般不经过栉梳,直接作短麻使用,产品称降级短麻。
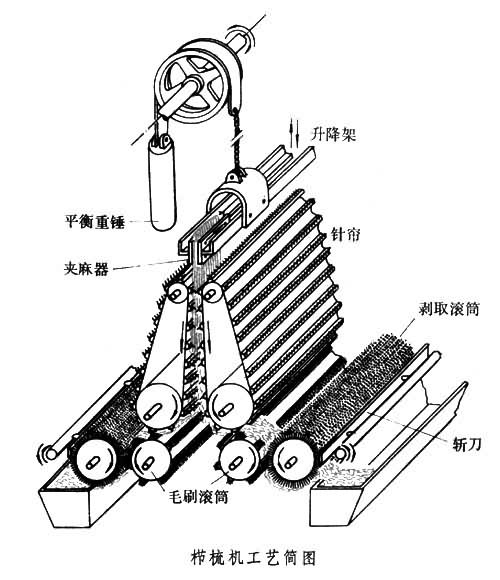
栉梳机出现于19世纪初,是由手工梳理方式演变而来的。栉梳机由左、右梳理机构和前、后自动机构等四个部分组成。前自动机构喂入打成麻束并取出梳成麻束,后自动机构是倒麻装置,调换麻束握持位置;左、右梳理机构分别梳理麻束的根部和梢部。左、右梳理机构的结构基本相同,由升降架、针帘以及毛刷滚筒、剥取滚筒、斩刀等组成(见图)。升降架由悬挂在升降轮上的两根横梁组成,是挟麻器的运行轨道。挟麻器是装有橡皮垫的两块长方形钢板,其中挟持两束打成麻,并由螺栓固紧。麻束的重量和挟麻器夹持在麻束上的位置,对梳理质量和梳成率有较大的影响。在升降架的下方为成对排列的回转针帘,针帘上安装与挟麻器长度相适应的针板,针板上植有一定密度的梳针,沿针帘圆周的一组梳针组成一节针帘。当升降架位于下部位置时,纤维受到针帘上梳针的分梳,当升降架上升至最高位置时,麻束脱离针帘,挟麻器向前移动一节。升降架再下降,使麻束受到第二节针帘的梳理。升降架每分钟升降7~10次。按挟麻器的运动方向,最初几节针帘的作用主要是理直纤维,并从长纤维中剔除短纤维,以后各节针帘用于分梳纤维。各节针帘的植针密度逐渐递增,针的直径逐渐减小。通常采用多节式针帘,一般为14~22节。每1克亚麻纤维,通常要受到600~1000根针的分梳。由针帘梳理下来的短麻,被毛刷滚筒转移到包覆有针布的剥取滚筒上,再由锯齿斩刀从剥取滚筒上击落短麻并投入短麻箱内。栉梳机每小时约可加工打成麻80~120公斤,梳成麻制成率通常为40~60%。有的栉梳机装有切梢装置,可以自动切除强力较弱的麻束梢部,以提高梳成麻质量。
梳成麻扎捆供应成条机使用时,常需手工整梳和重梳。整梳在一块针板上进行,同时作更细致的分级。重梳在植针密度不同的两块针板上依次进行。为了提高栉梳工序的机械化水平,已广泛采用栉梳成条联合机,可直接制取麻条,有利于提高质量、缩短工序和降低成本。