[拼音]:wenzhi
[外文]:jacquared designing and card cutting system
提花织物织造前的重要准备工作,包括纹样设计、意匠图描绘和提花纹版轧孔的全过程。按照设计的花纹制成的轧孔纹版,用来控制提花机上的竖针运动,带动经纱升降,织成提花织物,或称花纹织物。中国在唐代已用手工拉花机织制提花丝绸织物。在手工拉花机上经纱是用独立束综来提升的,提升束综以“花本”为依据。花本的制做称挑花结本,这就是早期的纹制。18世纪末法国人J.M.贾卡发明了纹版提花机,使纹制进入一个新的阶段。纹制的工艺流程包括:
(1)纹样设计:根据织物的用途,采用自然景物、几何图案和变形文字等设计纹样。
(2)纹样放大:结合织物的组织结构和织机条件,用铅笔将纹样的图案按比例放大到特定规格的意匠纸(见意匠图)上,一般称放样。
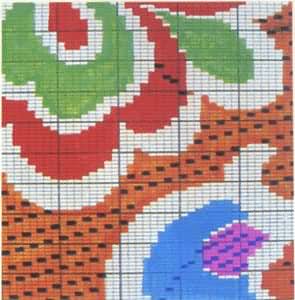
(3)意匠图描绘:将意匠纸上的图案轮廓线按花纹的组织结构以不同颜色描绘成意匠图,一般称为勾边。在勾边的花纹轮廓内,涂以与勾边相同的颜色代表花纹的各种组织。然后点绘间丝点(经纬交织点),以赋与花纹姿态和控制花纹中经纬纱的浮长,增加提花织物的牢度。
(4)纹版轧孔:根据意匠图规定的经纱提升和下降规律,用纹版轧孔机对纹版进行轧孔。每一块纹版控制提升经纱形成一次梭口。将一个花纹循环所需要的轧孔纹版顺序用绳或线编联成纹版帘(俗称花本),供提花织机织制大花纹织物。传统的纹制工艺流程很长,工作费时,对手工技能要求也高。20世纪60年代出现了纹制工艺自动化系统。它的基本工作原理是:应用光电装置对纹样进行扫描,向电子计算机输入花纹的色彩信息形成意匠图,然后将意匠图信息输入纹版轧孔机自动轧孔。意匠图还可存储以备用。(见彩图)