[拼音]:zaozhiji
[外文]:paper machine
将符合造纸要求的纸浆水悬浮体经滤网脱水成形、机械挤压脱水和干燥等过程而抄制成纸的机器。造纸机包括完成以上工艺过程的成形、压榨、烘干 3个主要部分,并配有必要的整饰、卷取及传动装置,以及供浆、浆料及白水循环、真空、通风排气、损纸处理和润滑、自控等辅助系统。造纸机的规格常以其所抄造的成纸幅宽(简称抄宽)、铜网幅宽和优选的工作车速来表示。现代大型造纸机的抄宽可达11m,工作车速达1000m/min以上,日产纸量达数百吨,整台机械的重量达千吨以上,长达百余米。在一般发展中国家以及一些特种纸的生产中使用较多的为小型造纸机,其抄宽1~3m,工作车速每分钟几十米至200米。
沿革
1798年法国人N.L.罗伯尔首次提出造纸机的构思,并取得政府的专利权,但他并未制成机器。英国人S.&H.福德里尼尔兄弟购得这项专利权后,交由B.唐金改进设计并试制,1803年成功地制作出第一台能抄纸的长网造纸机,又称福德里尼尔纸机。圆网成形器是英国人J.迪金森于1809年发明的。1820年T.B.克兰普顿首先用火加热铁板圆筒烘纸,直到1872年杰克逊发明了用虹吸管排除冷凝水的蒸汽加热烘缸。1828年寒丁发明了压辊。1863年贺立欧克 (Holyoke)纸厂发明了五辊超级压光机。前后用了近百年的时间逐步完善了圆网和长网纸机的机型。现代所有造纸机基本上属于这两个机型的范畴。
分类
习惯上按所采用的纸页成形器类型将纸机分成长网、圆网、夹网及长圆网混合等机型;也有依其主要产品品种而分成新闻纸机、文化用纸纸机、电容器纸纸机;或按产纸厚薄分为薄型纸机、纸板机和常规纸机。
结构
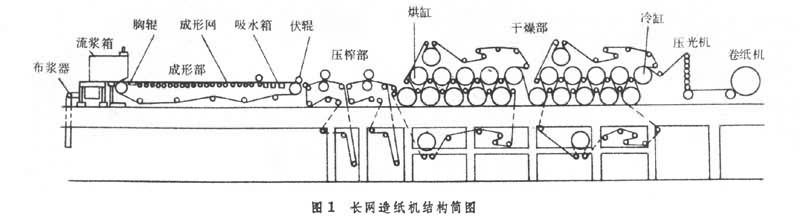
根据抄造工艺的需要,纸机结构形式多样,一般均由流送、成形、压榨、烘干、整饰、卷取及传动等部件和辅助系统等配套设备组成(图1)。
 成形部
成形部
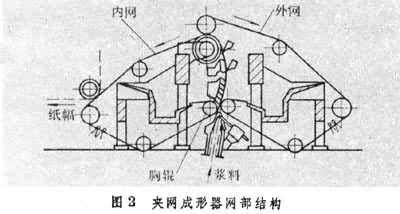
由流浆箱、胸辊、成形网、吸水箱及伏辊等组成。流浆箱布浆器将流送系统送来的成浆均匀地喷送到成形网上,浆速与网速应相匹配。控制浆速与网速是选用流浆箱箱型的主要因素。全封闭水力式流浆箱是以调节冲浆泵的送浆压力来调整浆速,适用于高速纸机;气垫式流浆箱是以调节气垫压力来调速,而开敞式高位流浆箱则以调整箱内浆位高度来调速,适用于中速纸机;开敞式隔仓流浆箱则适用于低速纸机。成形网为无端环状网,在胸辊与伏辊之间,形成一个水平的或略带倾斜度的平直网面,作为纸浆脱水的工作段,习惯称它为网案,因而称为长网。若将无端成形网置于圆形网笼上,成为弧形的脱水成形的工作段,称为圆网。若用钻有孔眼的钢制网鼓,从轴端抽吸真空,以加速成形网网面上的纸浆脱水则称为真空圆网或真空成形网。若纸浆是在两张长网相夹持下,两网同时进行脱水成形则称为夹网成形器(图2 )。这些成形器采用了不同形式的脱水元件,使网上的纸浆加速脱水。元件分有静止、转动和两者兼用等 3类。静止元件如脱水板、弧面真空箱等,转动元件如案辊、真空成形辊等。除用单一形式成形器组成长网纸机、圆网纸机、夹网纸机外,还有用多长网、多圆网、多夹网和多种形式长圆网混合式成形器组合的成形部。
 压榨部
压榨部
对成形后的湿纸页以加压的方式进一步脱水。它由辊面硬和软的两个辊子,如石辊和胶辊相配组成一组压榨。压榨部由同形式或不同形式的压榨组组成,其中在习惯上还包括真空吸移装置。压榨时,以适当规格的毛布承托纸页,它可以匀布加压压力并带走部分被压榨挤压出来的水分,并可增强加压的压力,提高压榨脱水能力。低速纸机多采用20~60kN/m的线压力,高速纸机采用高达210kN/m线压力,当采用高冲量压榨时,如湿抄机压榨可高达350kN/m线压力;将包胶辊制成真空压辊、沟纹压辊、衬网压辊、盲孔压辊等,以更有效地将压榨水带离压区,这些都是50年代以来采用提高压榨脱水效率的新技术。之后又采用复式压榨结构形成封闭引纸。它由二组或三组压榨合并组成,由真空吸移辊将湿纸从成形网上剥离,用毛布承托送入复合压榨,以后纸页在各压辊间传递,从而消除了过去纸页在压榨之间受着自重等因素的牵引作用造成断头的现象。80年代以来,出现了宽压区压榨技术,强韧的橡胶带或胶辊,在强力受压时变形,从而有着高达750kN/m线压力和较宽的接触面,有着明显延长的脱水时间而大大提高了压榨脱水能力,在高速纸机上效果更为突出。现在出压榨的纸页干度可以从过去的30~37%提高到43~45%,有的甚至达到50%。纸页接触光滑的硬辊面的次数或是粗糙胶面的次数以及各面的脱水量的多少,都会影响纸页的表面质量。处理合理则可以明显减少纸页两面平滑度的差异,反之也可以造成两面平滑度差异增大。
干燥部由齿轮传动或由毛布带动若干个烘缸为一组,若干组烘缸构成干燥部。各组烘缸的线速度可以分别调整,保持各组烘缸之间微量速差以补偿纸页在干燥过程中的收缩。出干燥部的纸页干度一般在92~94%左右。在干燥部末端,一般配有冷缸,使水气能在冷缸面上凝聚。冷凝水可以湿润纸页表面以利于在整饰中得到较佳的表面平滑度。烘缸直径以1.5m的效果最好。单面光纸可以通过采用高硬度、高光洁度缸面的大直径烘缸而得到较高的单面光泽度,大直径烘缸直径一般采用3~7.5m。
表面整饰部用多工序处理以取得良好的表面质量。大多数纸在纸机后都经过机械压光机压光,使纸面平整一致。机械压光机由若干个冷铸铁辊制成,以各辊子的自重或另加压将纸面压平。若需要更高表面平滑度则要用超级压光机压光。它一般由纸粕辊和冷铸铁辊相间排列组成。根据使用要求不同,一些品种要经表面施胶来改进表面质量;有的要经过表面涂布,以改进外观质量或印刷质量。表面施胶、涂布可以用成纸在纸机外通过施胶机及涂布机进行加工,也可以将施胶机及涂布设备组合在纸机内进行机内加工。
传动系统将纸机各部位联接同步运转,使机械电气构成一体。由机械减速装置、调速稳速装置、分部传动装置等构成,均采用电力为动力源。
白水系统是对纸机成形部脱水的回收、处理和回用系统。包括白水的收集、输送、过滤或沉淀、气浮等设备,以分离回收纤维及填料复用,以及将清净的白水在造纸工艺过程中循环利用的整个系统。
辅助系统