[拼音]:yayan
[外文]:calendering
将热塑性塑料塑化后,通过压延机辊筒间隙,在压力下延展成为薄膜或片材的成型加工方法。在橡胶加工过程中,可把胶料压延成一定厚度和宽度的胶片,或在胶片上压出花纹,供下一步制品成型用。压延法也用于使织物和钢丝帘线挂胶,使胶片与胶片、胶片与挂胶织物贴合等。因此,是橡胶加工的主要工艺之一。在塑料加工中,压延法主要用于加工聚氯乙烯薄膜、片材,与织物复合制人造革、地板革、防水卷材等。
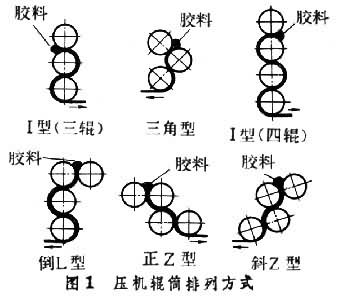
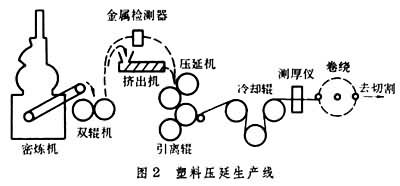
压延机常以辊筒数目及排列方式分类。辊筒数目有双辊、三辊、四辊。三辊压延机主要用于生产片材(见彩图)。四辊可生产较薄制品,还可完成双面贴胶的操作,目前采用较为广泛。辊筒排列方式很多(图1),以倒L型和Z型用得较多,各辊间隙均可调整。压延机的规格用辊筒外径和辊筒的工作部分长度表示。辊筒可通入蒸汽或过热水加热。通常压延机还必须和其他辅助设备组合成一条生产线(图2)才能进行生产。辅机包括上料装置(如双辊机或挤出机)、金属检测器、引离辊、冷却装置、测厚仪、卷绕装置、切割装置等。如要求与织物复合(如贴胶),则还要有烘布装置、预热辊、贴合装置等。

 制品压延工艺
制品压延工艺
(1)薄膜和片材:送往压延机的坯料先经过金属检测器检测,防止夹杂物损坏辊筒表面,再经压延机辊筒,压成一定厚度,然后由引离辊承托而离开压延机,再经冷却卷取,即得制品。必要时在引离辊和冷却辊之间进行压花处理。影响压延制品质量的因素有辊温、辊速、辊速比、辊隙存料量和辊距等。
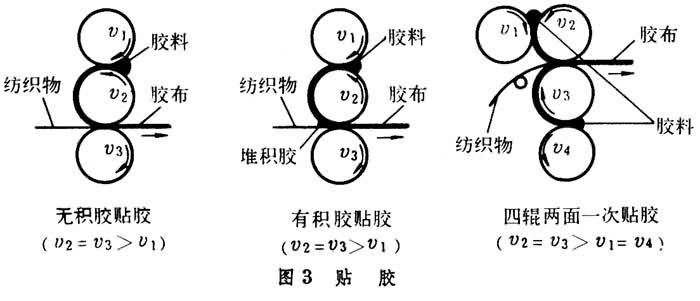
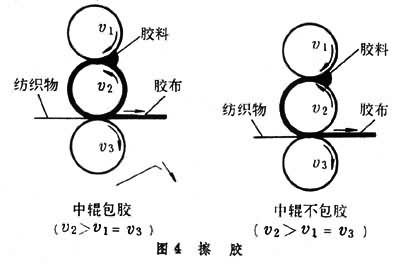
(2)与织物复合:有贴胶和擦胶两种方法。利用压延机辊筒压力使胶片贴在织物上称为贴胶,例如帘布贴胶常用四辊压延机一次双面贴胶(图3)。贴胶时两辊转速(v2和v3)相等,靠辊筒压力使胶压在织物上。如果上述方法中在两个辊筒间多存些积胶,利用其压力将胶料压到织物结构的缝隙间,则称为压力贴胶,是上法的改进。在实际生产中,纺织物常一面用贴胶法,另一面用压力贴胶法。擦胶(图4)则是利用压延机辊筒的转速不同,把胶料擦入织物线缝和捻纹中。在三辊压延机中擦胶,中辊转速大于上下辊。
贴胶法对织物损伤小,生产速度快,但胶层和织物附着力稍低,多运用于薄的织物和帘布一类经纬线密度稀的织物。擦胶则适用于帆布类紧密织物。
聚氯乙烯人造革也可用类似方法进行生产。