随着人类经济的快速发展,黄金矿产资源已经成为人类不可或缺的物质基础。在黄金矿产资源开发过程中会产生大量含有重金属离子的矿业废水,对人体健康及环境造成严重的危害〔1〕。目前国内外普遍采用物理法、化学法、生物法等治理金矿废水,但这些传统方法处理后的废水存在残留Cd2+超标的问题。Cd2+会通过富集作用严重危害人类健康,水体中Cd2+质量浓度超过0.01 mg/L便可使鱼类中毒〔2, 3〕。
电絮凝可有效去除重金属,能在一台设备中完成电解絮凝、电气浮、电解氧化还原等过程,包含了絮凝、氧化还原、吸附、上浮的协同效应〔2, 3, 4〕,因此笔者采用同轴极脉冲电絮凝法对金矿废水中的Cd2+进行去除。这种同轴极的连接方式可有效增加极板的接触面积,有利于絮凝体的形成与扩散,增加去除效率,与传统平板式电絮凝相比,不但提高了电流利用效率,能耗也随之下降。同时结合镉的去除率和能耗,研究分析了电流密度、废水初始pH、反应时间、搅拌速度等因素对Cd2+去除效果的影响。
1 试验部分
1.1 废水水质
试验用水取自河南灵宝某金矿企业废水,为选治废水,无色,有一定的刺激性气味,已经过预处理,氰化物浓度符合标准,但Cd2+仍然超标,经检测废水中Cd2+达到0.244 1 mg/L,高于国家标准(0.1 mg/L),pH为5.64,COD为119 mg/L。
1.2 试验装置
试验装置如图 1所示,同轴极电化学装置的阴极和阳极由内径为60 mm和20 mm的纯铝管组成,阳极管有长条开口,目的是在搅拌过程中方便烧杯内水体流动使溶液均匀混合。两同轴极极板壁厚均为1 mm,极板间距为20 mm。电源为自制双向脉冲电源,试验时占空比调至0.7,脉冲频率为400 Hz。
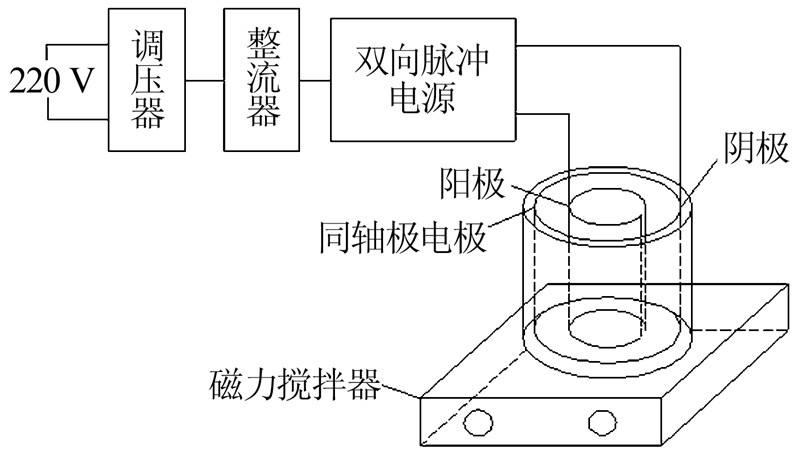
图 1 试验装置
1.3 试验仪器
HY KBU-810整流器,自制;TDGC-3Kva单相接触式调压器,华匀机械设备有限公司;pHS-3C 型pH计,上海康艺仪器制造有限公司;7500a型电感耦合等离子体发射光谱仪(ICP-OES),美国Agilent公司。
1.4 试验过程与方法
(1)Cd2+的测定。采用ICP-OES测量废水中的Cd2+含量。(2)试验过程。取500 mL废水置于800 mL烧杯中,阴阳极板上方各用两个绝缘夹子固定,保证极板间距为20 mm。极板与烧杯底部留有10 mm间距方便磁力搅拌器的搅拌。每次试验前极板需要抛光并用稀酸浸泡,避免极板产生氧化膜干扰试验。试验结束后清洗极板和装置。(3)能耗计算。针对金矿废水,主要考虑试验条件下去除Cd2+的电能消耗(E),见式(1)。

式中:I――电流强度,A;
U――电压,V;
t――电解时间,s;
ΔC――去除重金属离子的质量浓度差值,mg/L;
V――废水体积,L。
2 结果与分析
2.1 电流密度的影响
选取电流密度为重要考察因素。试验条件:电解时间为25 min,废水初始pH为6,极板间距为 20 mm,搅拌速度为500 r/min。电流密度在0.5~2.5 A/dm2时Cd2+去除率及相应能耗变化如图 2所示。
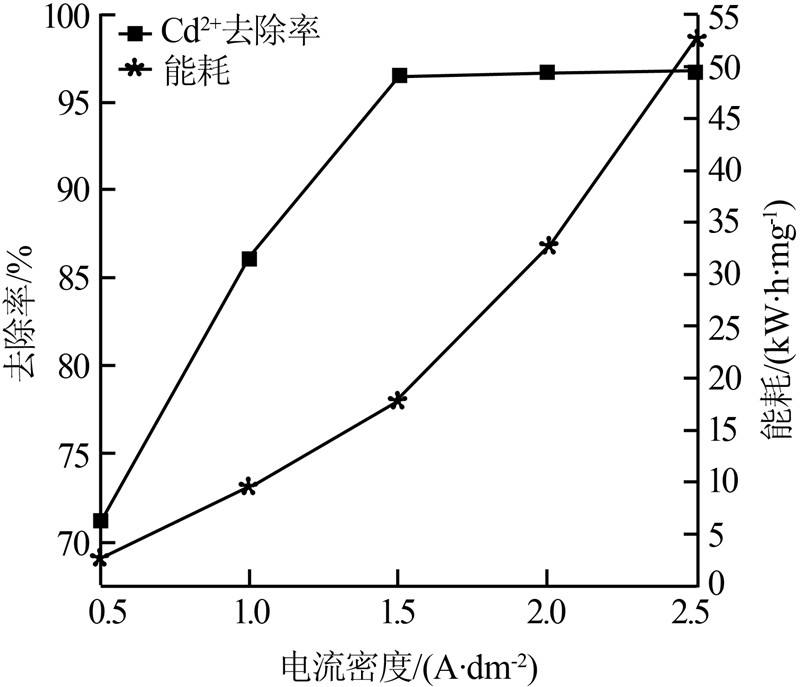
图 2 电流密度对Cd2+去除率的影响
由图 2 可见,电流密度由0.5 A/dm2增至1.5 A/dm2时,Cd2+去除率从71.1%升至96.6%,能耗由2.62 kW・h/mg达到17.81 kW・h/mg,此后电流密度继续增加至2.5 A/ dm2,Cd2+去除率没有显著提高,只从96.6%升高到96.8%,能耗却由17.81 kW・h/mg升到52.58 kW・h/mg。原因可能是随着电流密度的增加,产生的絮凝体增多,气泡也越剧烈,凝聚/气浮效果也越好,Cd2+去除率越高;当电流密度在1.5 A/dm2时去除率趋向稳定,若电流密度再增加,槽电压会急剧上升,但去除率却没有显著增加,只会过多消耗电能,说明该方法在一定电流条件下可以提高效率,节约成本。后续试验电流密度选择1.5 A/dm2。
2.2 初始pH的影响
在电流密度为1.5 A/dm2、电解时间为25 min、搅拌速度为500 r/min的条件下,考察废水初始pH对Cd2+去除率的影响,结果如图 3所示。
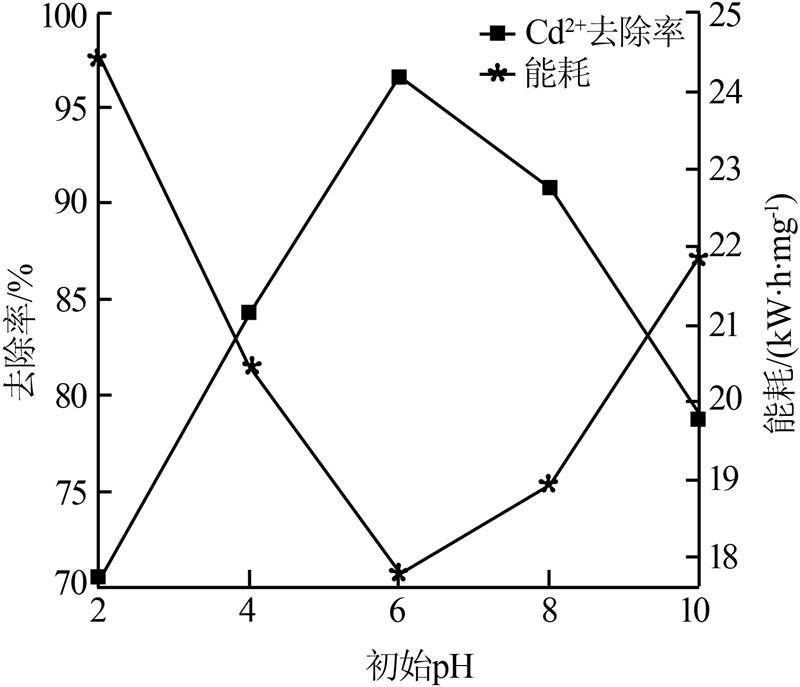
图 3 初始pH对Cd2+去除率的影响
由图 3可见,Cd2+去除率随初始pH的增加而增加,当pH>6以后Cd2+去除率随pH的增加而降低。这是由于铝在偏碱性条件下有较强的溶解性〔5〕,溶解产生的Al3+与OH-结合形成的凝聚体有很强的絮凝能力,极大地增强对Cd2+的去除效果。随着去除率的升高,能耗也随之降低,pH为6时能耗最低,为17.81 kW・h/mg。试验还发现,无论废水初始pH为多少,反应结束后废水pH都呈中性。
2.3 反应时间的影响
在电流密度为1.5 A/dm2、初始pH为6、极板间距为20 mm、搅拌速度为500 r/min的条件下,考察反应时间对Cd2+去除率的影响,结果如图 4所示。
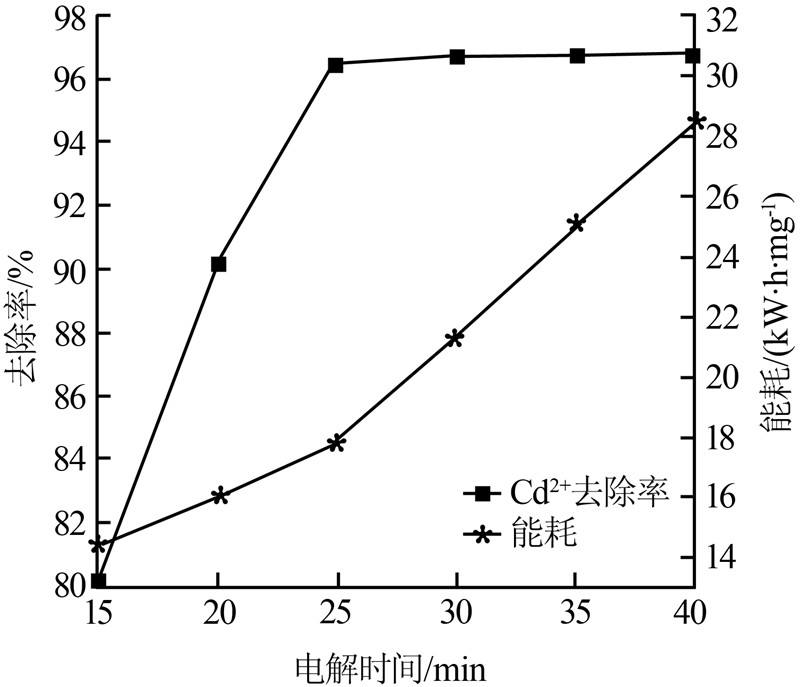
图 4 电解时间对Cd2+去除率的影响
从图 4可见,随着电解反应的进行,Cd2+去除率由15 min时的80.1%升至40 min时的96.8%。说明金属离子转变为单体物种是瞬间的,但单体物种形成凝聚体需要一定的时间过程〔6〕。 Cd2+去除率在25 min后趋向平衡。能耗在15 min时最低,并随时间的推移逐步上升。从经济性角度分析,过长的电解时间只会浪费电能,因此在确保Cd2+去除率的情况下,可缩短电解时间,试验选择电解时间在25 min为宜。
2.4 搅拌速度的影响
极板间距内要有适当的电解液量才能发挥好的效果,在无搅拌作用下,某些区域水体内的重金属离子无法得到去除;另外水体在流动过程中会加速气泡的生成并促进废水与极板的充分接触,但凝聚体吸附重金属离子需要一定的时间,过快的搅拌速度会打破絮凝体,反而使去除率下降,所以选择适当的搅拌速度是必要的。在电流密度为1.5 A/dm2、初始pH为6、极板间距为20 mm、电解时间为25 min条件下,考察搅拌速度对Cd2+去除率的影响,结果如图 5所示。由图 5可见,无搅拌情况下Cd2+去除率仅为90.1%,500 r/min搅拌下Cd2+去除率最高,达到96.6%,能耗也最低,为17.81 kW・h/mg,因此选用搅拌速度为500 r/min。
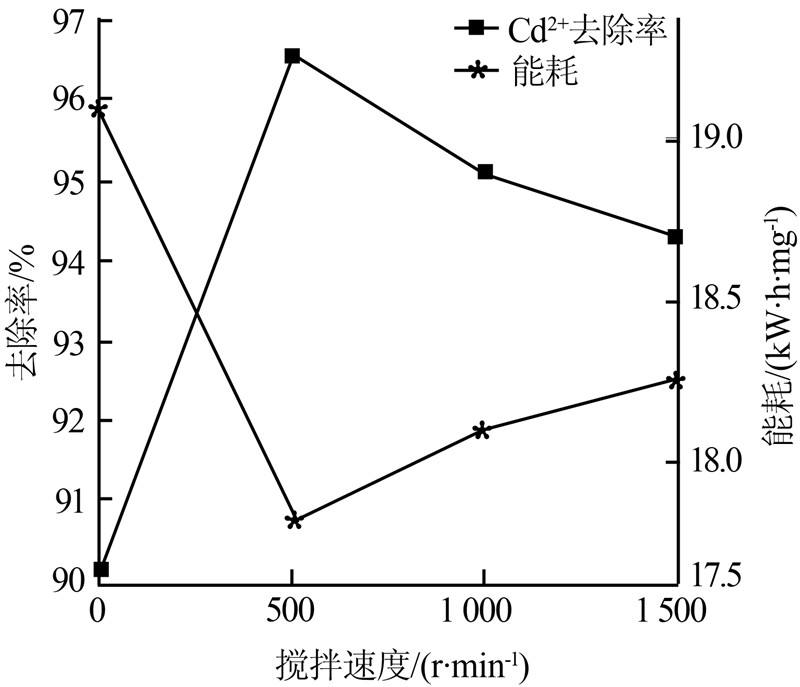
图 5 搅拌速度对Cd2+去除率的影响
3 结论
(1)同轴极脉冲电絮凝法对黄金矿业废水中的 Cd2+有较好的去除效果,电流密度影响最大,其次是电解时间和初始pH,搅拌速度影响较小。。
(2)电流密度为1.5 A/dm2、电解时间为25 min、初始pH为6、搅拌速度为500 r/min时,同轴极电絮凝法对Cd2+的去除率达到96.6%,能耗为17.81kW・h/mg。














