摘 要:介绍了采用沉淀- SBR组合工艺处理深圳龙华科技园小区生活污水的工程设计实例,经过沉淀- SBR处理后的废水达标排放。 此组合工艺启动快、效率高、操作管理简便,通过调节运行方式,在单一池内进行脱氮一除磷反应;占地面积小,投资少、运行费用低,为科技园小区废水处理提供了一种新工艺。
关键词:生活污水;沉淀;SBR工艺;N - P
位于深圳市宝安区龙华科技园是以生产各种电脑元、配件为主的高科技电子产品企业;随着科技园规模增大,常住人口的不断增加,外排生活污水量也逐渐增大,对环境产生了一定的压力;且生活污水、工业废水的最终受纳水体为澜河一支流,此支流又属于准水源保护区。 为保护环境,该企业集团决定对生活污水进行处理。 根据科技园面积狭小、人口集中以及生活污水中SS物多、COD和BOD5 浓度低之特点,选用沉淀- SBR 组合处理工艺应用于工程中,在低造价和高效率方面取得了预期效果。
1 工程设计
科技园生活污水水质特点如下:
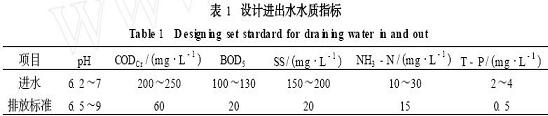
CODCr : 200~250 mg/L,BOD5 : 100~130 mg/L,NH3 - N: 4~30 mg/L, T - P : 2~4 mg/L, SS: 150~200 mg/L,根据实际情况要求选择一种占地面积小,造价和运行费用低,运行稳定,管理简便的废水处理工艺,且出水水质基本达到( GB8978 -1996)一级排放标准。
2 工艺流程及预测效果
根据业主要求,考虑到科技园废水的水质特点,结合科技园的实际情况和出水水质,需采用设备紧凑、占地面积小、抗冲击负荷、出水水质好的工艺,决定采用沉淀- SBR组合工艺对污水进行处理,其污水处理工艺流程如图1所示。
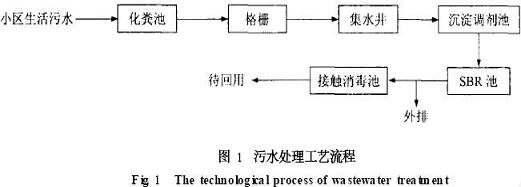 |
生活污水经化粪池溢流通过格栅,经集水井通过提升泵进入沉淀调剂池,经沉淀调节后的出水,由泵提升进入SBR池,出水排放(或部分经过接触消毒后回用) , 污泥由污泥泵从沉淀池和SBR池一起打入污泥池,浓缩、脱水后外运处理。此工艺设计具有占地面积小、投资少、管理简单等优势被业主选用,其进、出水主要指标见表1。
 |
3 主要构筑物及设备
1)格栅
格栅主要去除污水中的SS物,格栅宽度B =600 mm,间距为10 mm,过栅速度V = 0。 3 m / s,格栅前水深为1 m,电机功率为0。 37 kW ( 1台) ,自动清渣(格栅井尺寸: 8 m ×2 m ×8。 5 m,进水深度7。 25 m计)。
2)沉淀调节池
沉淀调节池为钢筋混凝土结构2座,尺寸: 15m ×10 m ×4 m,有效水深为3。 5 m, HRT为6 h,沉淀池兼调节功能,池底设锥形斗。 斗内污泥由CP51。 5 - 65T型污泥提升泵将污泥提升至污泥浓缩池内,沉淀后污水由C - 37 - 100 (台湾产)型提升至SBR反应池内。
3) SBR反应池
SBR反应池通过SBR 厌氧、兼氧,好氧生化过程降解COD、BOD,完成废水序批处理过程。 采用钢筋混凝土结构池4 座, SBR 运行周期进水1。 5 h、曝气3。 5 h (进水1 h后曝气) 、沉淀1 h、排水1 h;有机物污泥负荷率为0。 18kg BOD / ( kgMLSS・d) ,污泥浓度4 000 mg/L,每座SBR池的
有效容积为670 m3 ,尺寸为11。 5 m ×11。 5 m ×5。 5 m,有效水深4。 7 m。 内设水下曝气器作为充氧设备,需氧量以去除1 kgBOD需氧1。 16 kg计算,需氧量为603。 2 kg/d,折算成20℃清水状态下的需氧量为956。 2 kg/L, 供氧速率为19。 92kgO2 /h。 污泥由CP51。 5 - 65T型污泥泵提升至污泥浓缩池,主要设备配置:污泥排泥泵CP51。 5 -65T(1。 5 kW) 4台,每池1台;XFP - IV (Q = 500m3 /h)滗水器4台,每池1台;水下曝气器190TR2(进口19 kw) 4台,每池一台,开停由DO仪控制。
4)污泥浓缩池
污泥浓缩池用于贮存、浓缩剩余污泥,污泥产量为去除1 kg BOD产生干污泥0。 3 kg,每日产泥量为156 kg,经沉淀后污泥含水率按99。 5%计,污泥体积为31。 2 m3 ,设置4 m ×4 m ×6 m污泥浓缩池2座。
5)污泥脱水间、配电值班室及化验室
化验室内设污泥带式脱水机PK - 2 - 1000型1套,配置空压机Z - 0。 2 - 7 (2。 2 kW)型及纲带清洗泵(2。 2 kW)混合装置各1 台。 另设PAM投加装置以调剂污泥;脱水间面积70 m2 ,尺寸:10 m ×7 m,层高4。 5 m;配电值班室及化验室面积78 m2 ,尺寸: 10 m ×7。 8 m,层高4。 5 m。
6)接触消毒池
接触消毒池兼作回用清水池1座,尺寸: 11。 7m ×8 m ×4 m。
7) SBR工艺自动控制系统
自动控制系统实现对整个工艺过程中泵、电磁法、气控阀、加药阀、搅拌机等的自动控制和保护,自动完成pH值监控和SBR工艺过程的控制。设备配置: 中文智能型pH 值在线监控仪2台, 1用1备。 4~20 mA信号输出DO仪4台,每池1台,与水下曝气器连锁,根据SBR池溶解氧设定要求控制水下曝气器开停。 SBR由PLC及液位计控制,各水位控制机械格栅及水泵开停。
4 工程调试运行
4.1 调试运行
主要调试工作为好氧活性污泥的接种、驯化,鉴于该生活污水可生化性良好,活性污泥的培养和驯化可同步进行。 接种污泥采用深圳某污水处
理厂的生化污泥(含水率99。 8% ) ,采用间歇培养法,按BOD5 ∶N∶P = 100∶5∶1适当投加粪便水以补充氮、磷调节水质,同时调节SBR反应池曝气时间以控制污泥膨胀,抑制丝状菌的大量繁殖和过度生长。 通过近半个月的培养与驯化,活性污泥浓度达到3 000~4 000 mg/L时,处理效果良好,说明这时污泥已成熟。
4.2 工程运行
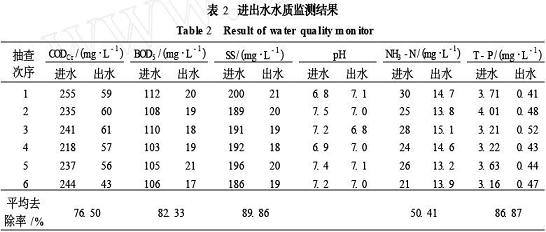
工程运行期抽查了部分运行参数,见表2。通过多次监测,其出水水质达到了( GB8978- 1996)一级排放标准。
 |
5 分析讨论
1) SBR的工艺流程设计
SBR采用间歇运行方式,具有工艺简单、效率较高的特点,工艺设计时实际上还可以把SBR池作为调节池来使用,从而提高工艺过程耐冲击负荷能力。 本工程每处理1 m3 废水占地面积(含污泥处理与管理用房) 仅0。 4 m2 , 工程运行费用0。 79 元/吨(废水) ,如考虑折旧维修成本运行费用则为1。 037 元/吨(废水)。 如按二级标准运行可省去予处理段,则占地和投资可进一步降低。
2)运行方式和处理效率
本工程废水提升泵自动调节,采用非限制曝气方式。 对改变曝气方式、增加活性污泥浓度(减少排泥量) ,改变进水/排水时间等所有SBR工艺参数,只要改变PLC程序即可实现。 SBR 的理想推流过程使得生化反应有机物去除率较高,整个过程去除率达80%~90%。
3) SBR过程监控系统
工程采用以PLC为核心的工艺过程自动监控系统,对所有泵阀实现自动监控,设计中pH值控制范围设在6~9,采用pH值在线监控仪。 水下曝气器与溶解氧仪连锁,根据SBR池溶解氧设定要求控制水下曝气器关停。
4) SBR池排水装置
SBR池周期排水,排水过程中水位随时间变化,它的排水装置被认为是SBR 工艺关键设备;目前大多采用滗水器,但型式较多,我们采用软管式浮动出水口带气动阀门排水,每池1组,出水口保证在液位以下250 mm,可防止漂浮物排出。
6 结论
1)采用沉淀- SBR 组合工艺能有效地处理生活污水,出水水质达到国家《污水综合排放标准》(GB8978 - 1996)的一级标准。
2)该组合工艺具有较好的抗冲击负荷能力,能够达到高效降解有机物和去除NH3 - N、P的目的。
3)系统运行以来,未发生过污泥膨胀现象。工艺在保证处理效果的同时,占地少,运行成本低,运行操作管理简便可靠。














