һ��ú������ˮ����Դ����ú�����������У�ú�к��е�һЩ�������Ⱥͽ�����������ʱ����ת��Ϊ�����軯���ͽ��������һ����̼��ˮ������Ӧ���������ļ��ᣬ����Ͱ��ַ�Ӧ���ɼ��ᰱ����Щ�к����ʴ��ܽ����������̵�ϴ��ˮ��ϴ��ˮ������������ķ���ˮ��������ˮ�У�һ�������豸�ܵ���ɨ�����зſյȡ�
1��ú������ˮ��һ�ָ�Ũ���ж��к��л���ˮ������Ҫ�ص����£�
1��ɫ�ȴ���Ⱦ�̶ȸߡ���ˮһ������ɫ����һ��ճ�ȣ�����ĭ��pH��6.5��8.5��Χ�ڲ�����������ƫ���Ũ�ҵķӡ�����ζ��CODֵһ����6000mg/L���ϣ�����Ũ��3000��10000mg/L��
2���ɷָ��ӡ���ˮ�в��������Ŵ������������ˮ������������һ��д����ķ��������������������ȣ��л���������173�֡�
3�����Ըߡ���ˮ�в����軯��ͷ�����ж��ԣ��ҽ����к����°����ʣ��ڸ���������ˮ�м����ϸߵ�3��4-�����š�
4��ˮ����ÿ����һ��úԼ����0.5��1.1m3��ˮ��
2��ú������ˮ�������Ǹ߰����������������ѷ�ʱ����Ч�ʵͣ�����ֱ��ʵ�ִ���ŷţ�����������������������������Ѷ�δ��Ч���ͣ�ͬʱ���������������ɶ������Ķ�����Ⱦ���⡣���û�ѧ�ֽⷨ���з���̫�ߣ��Զ������Ƴ̶�Ҫ��ܸߣ������ϼ�����δ���죬���պܸߡ����ڰ��������ߣ����ó���A/O��������ʵ�ִ���ŷš�
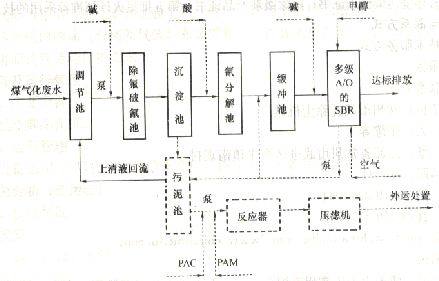
����ú������ˮ�����������ö༶A/O����ȷ��ˮ�ʴ���ŷţ������ϲ���SBR�Ĵ�����ʽ����Ч���̴������̡��ڼ�Ъ����ģʽ�±�ռ�A/OΪʱ��A/O�������������£�
1��˵��������������軯��ƽ��Ũ�Ȳ����25 mg/Lʱ��ʡ�Գ�������ء������ء����и�غͻ���ء�
1.�༶A/O�����������ü������SBR�������ص㣬��SBR��Ӧ����ʱ��ָ�Ϊ���A/Oת���Σ�ʹ�༶A/O��ͬһ��Ӧ������ɡ�
2.�ϳ��������䡣��������ֳ�����ӳ�������������������������������İ������ɣ���ߴ���Ч�ʡ���Ȼ���ӳ�����������������Ũ�ȣ��ڽϸߵ�����Ũ������Ҫ����ij���ϵͳ����֤�����ͽ���������DJAM�͵�ʽ�����������DZ�֤�ϳ�������Ĺؼ��豸��MLSS��8��12 g/Lʱ�����������С�
2�����̹�ģ
�Ƚϵ��͵Ĺ�ģΪ200 m3/h��4800 m3/d����ú������ˮ��
ú������ˮ������Ҫ����ָ�꼰����
�ټ���ָ��
����ȥ���ʣ��ﵽ98%����
��ˮNH3-N<500 mg/Lʱ����ˮNH3-N��10 mg/L
���з��ã�2��2.5Ԫ/t
ռ�������1��l.2m2/ m3
COD��SS�ȴﵽ��ȴѭ����ˮ��
������Ҫ��
��ˮNH3-N<500 mg/L
�Ժ������ж������ʵ�Ũ��С��50%
ˮ��10��35��
3����Ҫ�豸�����й�����4800 m3/d��ú������ˮ��
��ú������ˮ������Ҫ�豸
���Ĺķ������ѹ��������������е��դ����תʽ��ˮ����һ�廯��ʽŨ����ˮ�������෴Ӧ������ˮ�ء���ˮ�á�ѭ��ˮ�á��������á�ж��Һ�á������ޡ��״�ҺͶ���豸��PAC��ҺͶ���豸������ʹ���������ˮ�綯���������״��綯������
�������
ú������ˮ����վ�����в���PLC�Զ���̿��ƣ��ؼ������л������¶ȡ�pHֵ�� ORPֵ��DOֵ���������������߲��������Ƶķ�ʽ��������Ϊ����Ӱ��ϵͳ���С����г��û����豸�����ã����л����豸���������DZ��źš��趨ʱ��������ź����Զ�������
�ؼ��豸�������������ʴ���ʣ����������������20�����ϣ�ά��������������С��
��Ҫ���Ļ��硢�����豸�����ù���֪����Ʒ�������ȶ���ʹ����������














