摘要:采用"预处理(酸化沉降+铁炭微电解+石灰中和)-生化(水解酸化+两级好氧生化)-深度处理(Fenton试剂催化氧化+石灰中和)"组合工艺对提铜选矿药剂生产废水进行现场中试实验研究,主要考察其COD去除、脱色、除味效果,重点考察生化单元运行特性及其对有机物的去除能力。实验结果表明,该组合工艺对该生产废水具有较好的净化效果,出水清澈透明、无气味,主要出水水质指标pH、色度、COD可以达到《污水综合排放标准(GB8976-1996)》二级标准。
生产过程会产生气味重、浑浊、色度高、石油类物质含量高、COD高的有机酸性废水。由于该废水PH低,水质复杂,因而可生化性较低,单纯采用常规生化法无法处理。该生产废水间歇式排放,水质和水量波动大,更增加了处理难度。国内外对此类废水的处理主要采用物化法与生化法的联合工艺,一方面,进行预处理工艺研究、以改善废水的可生化性;另一方面,则针对生化单元,耦合高效的微滤和超滤膜分离技术,以提高活性污泥浓度及其生物降解效率,或开发利用具有特殊降解能力的高效微生物,但后者在我国实际应用相对较少,工程化还存在不少问题。
在充分调研和探索性实验基础上,我们提出了“机械隔油-酸化沉降-铁炭微电解-水解酸化-两级好氧生化-催化氧化”组合处理工艺,并通过小试考察了该组合工艺的可行。结果表明,该组合工艺具有较好的处理效果,出水主要水质指标达到《污水综合排放标准(GB8976-1996)》二级标准。在此基础上,到该厂现场进行中试,为实际废水治理工程提供技术经济指标和设计依据。
1中试流程及实验方法
1.1实验用水及污泥来源
采用该厂生产废水处理系统机械隔油单元出水作为实验用水,废水气味浓、酸性强(PH2~3)、深棕褐色(色度500~900倍),COD严重超标(8000~15000mg/l)。水解酸化池、好氧生化池内分别投加的活性污泥种泥,均取自龙岩市政污水处理厂的回流污泥。
1.2实验流程及主要装置
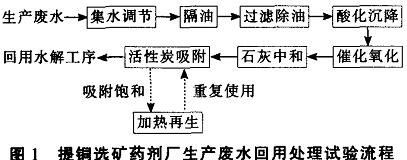
实验工艺流程见图1所示。酸化沉降池、铁炭微电解池、石灰中和池和催化氧化池均用有机塑料板制作、机械搅拌,有效容积均为1m3,水解酸化池、两级好氧生化池均用该厂闲置反应釜,有效容积均为5m3,前者采用机械搅拌,后者均采用穿孔管曝气。

取提铜选矿药剂厂集水池废水,自然静置24h后刮除表层浮油,再经石英砂过滤除油,然后依次进行硫酸酸化沉降、芬顿试剂催化氧化、石灰中和产的水解工序试验。具体试验流程如图1所示。
1.4试验方法
(1)酸化沉降。取隔油、过滤除油后水样各1000mL,分别用10%H2SO4溶液调节pH值<1、l~2、2~3、3~4,静置沉降12h,以考察酸化pH值对废水沉降澄清效果的影响。
(2)催化氧化。取隔油、过滤除油后水样2000mL。用10%H2sO调节pH值至3.0左右,在机械搅拌条件下,先加入FeSO•7H2O1.0g(预先用废水溶解),后加入30%H202溶液5mL(分2次,间隔10min,每次加2.5mL),搅拌反应40min。
(3)石灰中和。采用石灰乳将上述处理废水pH值调节至8.0左右,机械搅拌20min、静置沉降12h。
(4)活性炭吸附。采用活性炭柱进行连续3级吸附(每柱活性炭装量30g,停留时间30min),对每一级吸附出水取样分析。
(5)过滤除油单元影响。分别采用隔油一酸化沉降一石灰中和一3级活性炭吸附、隔油一过滤除油一酸化沉降一石灰中和一3级活性炭吸附联合工艺处理废水,以考察过滤除油单元对联合工艺处理效果的影响。过滤除油采用石英砂滤柱进行过滤除油(滤料装填量为90g,停留时间30min)。石英砂滤料人柱前。采用l0%稀盐酸进行酸洗预处理,加入稀盐酸浸泡5min(期间不断搅拌)后用自来水冲洗3~4次。
(6)催化氧化单元影响。分别采用隔油一过滤除油一酸化沉降一石灰中和一3级活性炭吸附、隔油一过滤除油一酸化沉降一催化氧化一石灰中和一3级活性炭吸附联合工艺对废水进行处理,以考察催化氧化单元对联合工艺处理效果的影响。
(7)废水净化一回用循环的可行性。采用隔油一酸化沉降一石灰中和一3级活性炭吸附联合工艺将废水或回用后废水进行净化处理、回用于生产的水解工序试验,以考察废水在生产系统中循环使用的可行性。
1.4.2活性炭吸附容量及再生试验
(1)吸附容量测定。废水采用隔油一酸化沉降一石灰中和进行预处理,然后用于活性炭吸附容量测定。将上清液分成l0份,每份约170mL,依次通过吸附柱(活性炭装量l0g,停留时间3Omin),对每次吸附出水取样分析,直至COD值无明显变化为止,以每克活性炭能有效处理废水的体积表征活性炭的吸附容量。
(2)活性炭再生。在改装的氢气还原炉内。分别采取以下5种方式对饱和活性炭进行加热再生。
方式A:空气吹扫(250oC,2h,流量0.2m3/h);
方式B:蒸汽吹扫(250℃,2h,流量0.2mVh);
方式C:300℃炭化2h、700oC蒸汽吹扫0.5h(流量0.2mVh);
方式D:450oC炭化2h、700oC蒸汽吹扫0.5h(流量O.2m/h);
方式E:600oC炭化2h、700℃蒸汽吹扫0.5h(流量0.2m3/h)。
活性炭再生效果以废水COD去除率表征。以新炭作基准计算活性炭的再生率,GAc(%)=(1一R/Rco。)×100,RcoD、尺㈣分别为再生炭、新炭对废水的COD去除率。
(3)炉渣吸附容量测定。为减少活性炭再生次数,降低废水处理成本,拟采用该厂蒸汽锅炉炉渣替代部分活性炭。将炉渣破碎、过筛,取10―28目颗粒进行吸附容量测定。吸附柱炉渣装填量为30g,试验过程同活性炭吸附容量试验。
2结果与讨论
2.1不同pH值酸化对废水沉降澄清效果的影响
试验结果如表2所示。
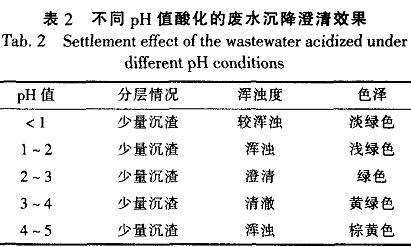
从表2可以看出,采用稀硫酸对废水进行酸化处理,有利于废水的沉降澄清,但沉降效果与酸化pH值有关。当酸化pH值为3―4时,对废水具有较好的澄清效果;酸化pH值过低,反而不利于废水沉降澄清,残留SO一含量将升高。结合该厂现有集水调节池兼作静置沉降池以及场地有限的实际情况,废水酸化沉降单元增设在该池内进行,酸化pH值适宜范围为3~4。
2.2过滤除油单元对联合工艺处理效果的影响
试验结果如表3所示。

从表3可看出,不论有无过滤除油单元,其处理出水均为无色、无味、中性,石油类的质量浓度低于lmg/L,残余COD的质量浓度为200350mg/L,COD去除率达到95%以上,A1和S042一均易通过石灰中和沉淀去除,Na+去除效果明显。组合过滤除油单元的联合工艺处理出水石油类物质、COD进一步降低,Na和S042一去除效果增强。因此,有必要在隔油单元后增设过滤除油单元。
2.3催化氧化单元对联合工艺处理效果的影响
试验结果如表4所示。活性炭3级吸附出水中离子分析结果为:TFe与Al的质量浓度分别为O.66、0mg/L,Na、C1一、so一的质量浓度分别为1.9O、2.90、0.07L。
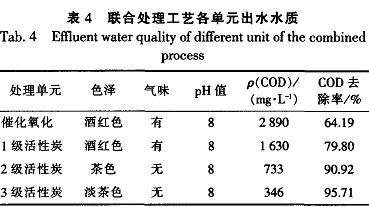
从表4可以看出.组合催化氧化单元.可以去除废水中大部分COD,其去除率约65%;但废水色泽加深,经后续石灰中和以及3级活性炭吸附后,出水仍呈淡茶色,残留COD的质量浓度约350mg/L,其去除率达到95%以上,TFe、AI和SO42-的去除效果显著.Na+和Cr去除效果则不明显。结合未组合催化氧化单元的试验结果(见表3)进行分析.组合催化氧化单元对联合工艺处理废水的脱色、COD去除效果反而均有所降低,S042一去除效果显著增强,Al、Na+和Cl一去除效果则变化不明显。因此,没有必要在过滤除油单元后增设芬顿试剂催化氧化单元。
2.4废水净化一回用在生产系统中循环的可行性采用隔油一过滤除油一酸化沉降一石灰中和一3级活性炭吸附联合工艺对废水进行净化处理后回用于模拟生产过程的水解工序,对回用后废水重复进行上述净化处理一回用水解试验。以考察废水的净化一回用的循环次数与其COD、Na、C1一、so一累积的关系,从而判断净化处理废水在生产系统中循环的可行性。试验结果如图2所示。
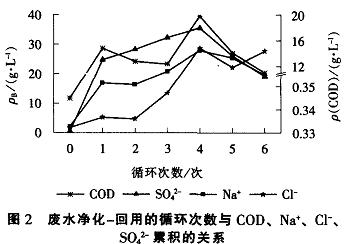
从图2可以看出。随着循环次数增加,废水中COD、Na+、C1一、so?一等杂质含量逐渐升高。虽然废水在其净化处理过程中能够通过石灰中和去除大部分so?一、3级活性炭吸附也可大大降低其COD含量,然而可能在回用水解时产生的量更多,致使其含量均随之逐渐增加。但由于在废水净化处理过程中,石灰中和将产生较多沉淀渣,过滤过程中使水分流失,因而在循环4次后必须加入清水,补足水量才能回用水解,所以废水中杂质含量将随之逐渐下降。
废水经净化一回用循环后,其Na+、C1一、so一等无机盐含量逐渐升高,将有利于回用水解工序的分相过程。在循环过程中水分又逐渐损失,循环4次后需补充清水,因而COD、Na~、C1一、so一等杂质含量均不至于累积至过饱和状态。因此,生产废水采用上述联合工艺净化处理.完全能够在生产工艺过程中循环。实现生产废水“零排放”的目的。
2.5活性炭饱和吸附容量
采用隔油一过滤除油一酸化沉降一石灰中和对废水进行预处理,出水呈现浅黄色,气味较浓,pH值为7~8。COD的质量浓度为6190mg/L。将预处理废水用于活性炭饱和吸附容量试验。结果如表5所示。
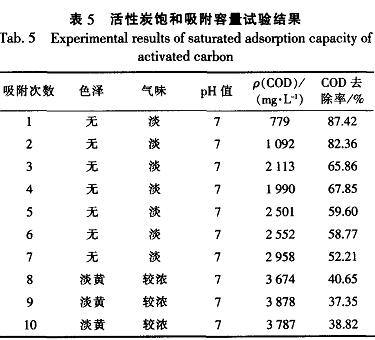
从表5可以看出,活性炭吸附处理废水4次后,对废水的脱色、除味和COD去除效果均有所降低.出水呈很淡的黄色、稍有气味、COD去除率从87.42%降至约67.85%。处理8次后,对废水的脱色、除味和COD去除效果明显降低,出水呈淡黄色、气味较浓、COD去除率降至40.65%以下。这表明.每10g活性炭吸附处理废水7次(即处理废水量1190mL)就基本达到饱和。由此计算得活性炭饱和吸附容量为119mL/g]。
2.6饱和活性炭再生效果
采用不同方式对饱和活性炭进行再生。取2.5节中的预处理废水300mL、加入再生炭15g,搅拌条件下吸附30min,过滤取样分析,试验结果如表6所示。
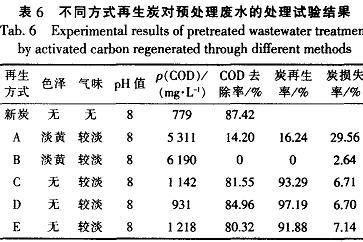
从表6可以看出,采用空气吹扫再生。即使再生温度不高(250oC),炭损失也较大,再生率不高。采用低温蒸汽吹扫再生.炭损失明显降低.但几乎没有再生效果。采用先炭化后活化进行再生。炭损失率7%左右,炭再生率达到90%以上.适当提高炭化温度,有利于提高再生效果。采用方式D进行再生,即450℃炭化2h、700℃蒸汽活化0.5h、吹扫流量0.2mVh,炭损失率6.70%、炭再生率达到97%以上。
2.7炉渣饱和吸附容量
将预处理后废水用于炉渣饱和吸附容量试验。结果如表7所示。由于原水水质波动。预受E理后出水COD的质量浓度为3617mg/L。
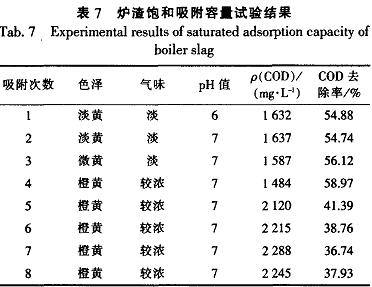
从表7可以看出,采用炉渣吸附处理废水.能够去除部分COD,但处理效果明显低于活性炭。使用3次后,脱色、除味效果均有所降低,出水呈橙黄色、气味较浓;使用4次后,COD去除效果也明显降低,其去除率降至36.74%~41.39%。这表明,每30g炉渣吸附处理废水4次(即处理废水量680mL)就基本达到饱和,由此计算得炉渣饱和吸附容量约为23mL/g(仅为活性炭的1/5)。因此,为确保处理出水水质.不宜采用炉渣替代活性炭,保留3级活性炭吸附单元,增加l级炉渣吸附单元.延长活性炭使用时间,减少其再生次数,降低废水处理成本。
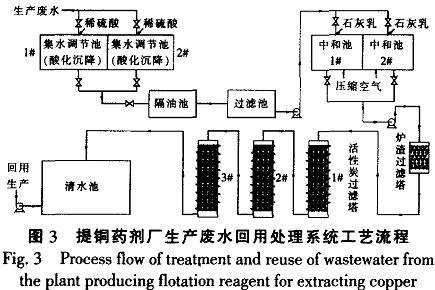
综合上述试验结果及分析讨论。结合该厂场地有限的实际情况.对现有生产废水处理系统推荐采用如图3所示的联合工艺进行改造升级。目前,该厂生产废水处理系统已按推荐工艺改造完成,经调试运行、出水水质能够满足生产工艺用水的要求。实现了生产废水循环使用的环保治理目标。该环保工程已顺利通过当地环保部门组织的专家组评审以及竣工验收。。
3结论
(1)选矿药剂生产废水经隔油一过滤除油一酸化沉降一石灰中和一3级活性炭吸附联合工艺处理后,能够回用于生产过程的水解工序。
(2)活性炭的饱和吸附容量为119mL/g,可采用炭化(450℃,2h)一蒸汽活化(700oC,30min,0.2m3/h)I艺进行再生,炭损失率6.70%、炭再生率达到97%以上。
(3)该厂锅炉炉渣具有一定的COD去除能力,其饱和吸附容量为23mL/g,对废水的脱色、除味和COD去除效果均明显低于活性炭。
(4)推荐采用集水调节一酸化沉降一隔油一过滤除油一石灰中和一1级炉渣吸附一3级活性炭吸附联合工艺对提铜选矿药剂厂生产废水处理系统进行改造升级。实现废水净化一回用在生产工艺过程中循环。














