炼油过程中常采用碱洗的方法对燃料油进行精制。由于碱液可与油品中含S、N、O等的化合物发生反应,从而有效脱除影响油品稳定性的物质及部分含硫化合物,如环烷酸、酚类、硫化氢、硫醇等,因此碱洗精制过程成为改良油品性状、提高油品质量的重要环节,也由此产生了大量碱渣废水。碱渣废水中含有大量的污染物,其COD。通常可达到几千mg/L甚至几十万mg/L,而且碱渣废水中还含有较高的盐分,很难用活性污泥法对其进行生化处理。
针对高盐、高浓度、难降解的碱渣废水的处理始终是石化行业的高难课题。莱特化工公司多年来与韩国SK集团生物实验研究所合作,将SK高效生物处理技术应用于高浓度碱渣废水的处理中。并在工程实践中不断完善,逐步形成了独有的新技术工艺,并命名为莱特生物器(LTBR)工艺,这种利用高效微生物处理高浓度碱渣废水的技术已经在石化碱渣废水处理领域取得了巨大成功。
1LTBR工艺简介
LTBR工艺的高效生物处理技术与普通的生化处理技术不同。它所利用的不是普通的活性污泥。
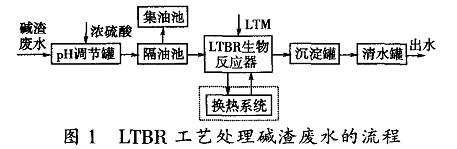
而是在对废水中的污染物成分进行全面分析和模拟废水环境条件的基础上.筛选适合降解特定污染物的特效微生物菌群,并根据微生物的共性和特性配制适合其生长繁殖的专用营养液――LTM,确保特效微生物菌群在废水生物处理过程中的优势地位,实现对废水中目标污染物的充分生物降解。从而提高了废水中污染物的可生物降解水平。LTBR工艺可以处理普通生化法不能处理的高生物毒性、高浓度的废水,且对废水中污染物浓度、毒物浓度、含盐量等的变化有很强的适应能力。LTBR工艺处理碱渣废水的流程如图1所示。
2LTBR生物反应器温升解析
综合碱渣废水呈强碱性(pH>13),其中挥发酚质量浓度为1500~5000mg/L,硫化物质量浓度为5000~25000mg/L,COD0高达25000-35000mg/L。在碱渣废水处理装置运行过程中,经常存在运行温度过高的现象,有时温度甚至达到45℃以上。造成处理装置运行温度升高的原因主要有以下几点:
(1)由于碱渣废水呈强碱性,生化处理之前需要进行pH调节,在酸碱中和反应过程中释放出大量的热.使生化前的废水本身温度有所升高,从而对运行温度的升高产生一定的影响。
(2)由于碱渣废水COD。异常高,因此需向反应器中通人大量的空气以保证所需的氧气量,所以外界气温的高低对装置的温度影响较大。本工艺采用SSR型罗茨鼓风机向反应器供风,空气在经风机增压过程中温度大幅升高,特别是在夏季气温较高时,进入反应器内的空气温度尤其高,甚至达到80℃。鉴于生化反应需风量较大,所以空气带入的热量是生化反应器温度大幅升高的主要原因。
(3)微生物代谢过程中释放的能量除一部分供给自身生命活动外,大量的能量以热能的形式释放。由于本工艺负荷较高,微生物代谢、繁殖等生命活动异常剧烈,释放的热能也十分巨大,这也是造成反应器温度大幅升高的重要原因。
3高温对碱渣废水处理装置的影响
温度是影响微生物生长与存活的重要因素之一。温度升高对微生物机体的影响表现在两方面:一方面随着温度的上升,细胞中的生物化学反应速率和生长速率加快。在适宜的温度范围内,温度每升高10cc,生化反应速率可相应提高1―2倍;另一方面.机体的重要组成如蛋白质、核酸等对温度都较敏感.随着温度的增高可能遭受不可逆的破坏。因此,只有在一定的温度范围内,机体的代谢活力与生长繁殖速率才随着温度的上升而增加,当温度上升到一定程度时.继续升温则对机体产生不利的影响,如温度再继续升高,则细胞功能急剧下降以至死亡。
这种导致微生物死亡的最低温度界限即为致死温度,而且随着温度的升高微生物死亡加快。
微生物高温致死的原因与下列因素有关:
(1)细胞内的酶遇热失活,不能进行正常的代谢。
(2)非酶蛋白和核酸等细胞成分被破坏。
(3)细胞膜中脂类的热溶解使膜出现小孔,造成细胞内含物泄漏。
同传统的活性污泥法中的微生物一样,LTBR工艺中的高效微生物大部分也属于中温微生物范畴,其代谢、生长、繁殖的最适温度在28~35℃,因此大幅的温升会对碱渣废水处理装置的平稳运行造成极为不利的影响。温度过高,抑制了微生物代谢活性,严重影响了装置的处理效率,使装置出水水质出现较大波动。温度过高还使反应器内泥水混合液溶氧能力急剧下降,只有通过增加供风量才能满足生化反应所需的氧气量.但增加风量不仅会给系统带人更多的热量,造成温度进一步升高,同时风机动力效率的降低以及风量供给的增加,也会造成装置能耗的大幅增加。为了控制反应器大幅的温升,不得不降低碱渣废水处理量,以降低反应器负荷,从而达到控制反应器温度的目的.但这极大地影响了公司的正常生产.对公司经济和社会效益造成了重大的损失。因此,改进LTBR工艺,解决反应器温升问题至关重要。
4BR工艺的改进经过大量的科研和市场调查工作后.最终确定通过引入换热系统对LTBR工艺进行改进与完善。
4.1换热系统
换热系统整体包括换热器和冷却水塔两部分。生物反应器内的活性污泥混合液与冷却水在换热器内实现热交换,活性污泥混合液被冷却后回流至生物反应器.循环冷却水则由配套冷却水塔供给,冷却水在换热后回流至冷却水塔进行降温冷却。如此循环.达到LTBR反应器降温的效果。本系统采用BR60D型板式换热器,该换热器以不锈钢板片作为传热元件,冷热两流体逆流平行于换热面,基本不存在换热死角且无旁流,换热器末端温差很小,可达到1cI二。换热器传热板片板厚适中,板槽较深,压制成人字形波纹,流体在流动时湍流效果好。在相同工况下,换热效率为一般管式换热器的2~3倍,大大降低了冷却水循环量。本系统配套的冷却水塔采用机械驱动、逆流、开放式的圆形塔状结构。冷却水塔是以散热冷却为目的的洒水系统.由于水具有高潜热(蒸发热)热能,而空气具有吸湿能力,其与冷却水在水塔内进行热量传递,可以降低冷却水温度,在这种有利条件下,冷却水塔成为散热最有效且最经济的工具。本换热系统中冷却水塔塔顶装一轴流风扇驱动空气流动,冷却水塔塔顶出口空气流速较高,入风量大,吹出的湿空气回流量较少,换热效率较高。
4.2技改效果分析
为了验证换热系统在控制碱渣废水处理装置温度方面的效果,2008年7月进行了换热系统投用前后的对比试验。试验期间碱渣废水处理装置生物反应器温度的变化如图2所示。
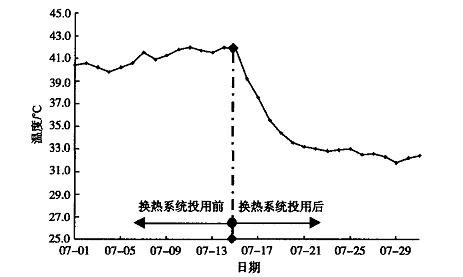
由图2可以看出.在换热系统投用前,反应器温度大多在40~42℃,居高不下;在换热系统投用后,反应器温度下降迅速.在3~4d时间内温度迅速下降到35℃以下,并逐步稳定在32~33℃的较适宜温度范围内,降温效果显著。
实践表明,在LTBR工艺中引入换热系统后,对碱渣废水的处理完全达到了预期效果,碱渣废水处理装置具有了较大的可操作弹性。即使在夏季最高气温条件下。亦能使反应器温度稳定在3035cI=的适宜温度范围内,这就使碱渣废水处理装置的高效性得到了切实的保证。。
4.3技术经济简析
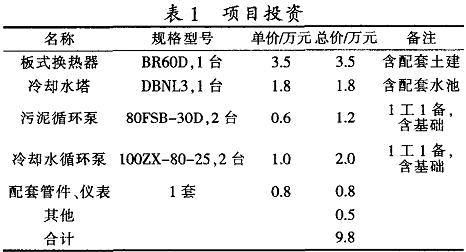
本次技术改造基本没有改动原系统设施、设备的性能与结构,对原系统的正常运行造成的影响较小,基本没有影响到公司的正常生产活动。本次改造新增设备占地约50mz.一次性投资9.8万元,具体投资详见表1。
引进换热系统对碱渣废水处理装置运行成本的影响只局限于新增设备的电耗,新增设备总装机容量为48kW。工作容量为20.4kW,电费标准按0.6元/(kW•h)计算,则处理lt碱渣废水新增运行成本O.82元。
由于对LTBR工艺进行了改进与完善。极大地降低了外界气候条件对碱渣废水处理装置的不良影响,保证了高温期碱渣废水处理装置的出水水质和废水处理量,并避免了由于温升造成的装置能耗损失,保障了公司正常生产,给公司带来了巨大的经济和社会效益。
由此可见.此次LTBR工艺改进具有新增占地面积小、一次性投资少、新增运行成本低、经济和社会效益显著等特点,故此次LTBR工艺改进是极其必要的。
5结论
运用LTBR工艺处理碱渣废水的成熟性已经得到了业界的广泛认同.此工艺已经在石化碱渣废水处理领域得到推广。
本次技术改进是LTBR碱渣废水处理工艺在高温条件下高效、稳定运行的切实保证,并为LTBR工艺今后在其他高盐、高浓度、难降解的化工废水处理领域的推广提供了重要的技术支持,使LTBR工艺在“三高”废水处理领域的发展前景更加广阔。














