���÷�Χ
�������⡢���ܡ���Ԫ��ء�ϡ����ﯡ��������ɫ��ҵ��������ʯ���Ȳ����ĸ�Ũ�Ȱ�����ˮ
����ԭ��
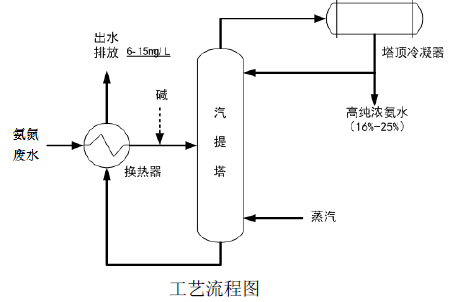
�ü������ڰ���ˮ������Իӷ����IJ��죬ͨ����-ˮ����Һƽ�⡢����-�������-����Ϸ�Ӧƽ�⡢������������ij����ܽ�ƽ�������ѧ���㣬ͨ�������ᾫ���Ѱ����ڽ������Է��Ӱ�����ʽ��ˮ�з��룬Ȼ����ˮ��Һ������ʽ�������ų���������������ȴ�����³�Ϊ�ߴ���ˮ���л��ա�
��������
ͨ���ں��ؽ����ĸ�Ũ�Ȱ�����ˮ�м���ʹ�����ת��Ϊ�����ӣ������ڶ�������������ӡ�����pH���ڲ����Ⱥ�ķ�ˮ�������ᾫ�����ڣ�ͨ�����������������ڵ���������������ѹ�����������������¶ȷֲ���ʹҺ������������һ�����¶�����һ����ͣ��ʱ�䣬ʹ���ؽ���-��������ڸ�������������������λ�����ƻ���ʵ���ؽ����백�ķ��롣�����ڸ����»ӷ���ʵ����Һ���룬ͬʱ��Һ�еĹ������������ؽ�����Ӧ���ɳ���ʹ��ѧƽ�������ƶ�����˷��������༶��Ӧƽ��֮������ʵ�ְ��ij����ѳ����˲���Ļ�ѧ��ӦΪ��

�ӷ����İ�����������������ҩ���������գ��γɸߴ���ˮ(Ũ��16%����)����β�Ʒ����ֱ�ӻ������������ջ�������ۡ���ˮ����ˮ�������Ĺ����а���Ũ�����ͣ������׳�ˮ��ʱ����10mg/L���£����׳�ˮ���������ˮ���Ⱥ�ɴ���ŷŻ���ã�Ҳ���Ը����ؽ���������������������ϵͳ�������ؽ������л��ա�
�ؼ��������������
�����ؽ���-����-ˮ��ҩ��ǿ���Ƚ����-���Ӿ�����뼼����ʵ�ְ�����Ⱦ�������ʴ���99%��ͬʱȫ������ˮ�������������ȶ�����Ⱦ������
��Դ�����ʸߣ�����ˮ�з�����İ�������Ϊ�ߴ���ˮ���ؽ�������Ϊ������������ɻ������������ջ�ֱ�ӳ��ۡ�
ͨ��ר�����ڼ���Ƽ���ʵ�ִ���Ч����ߣ�©Һ���ͣ��ؿ��豸���Ը��ɡ�
��̬���ɿ��Ƽ���ʵ�ֲ�����ȫ�ԣ���֤��ˮ�ϸ���Ϊ100%��
����ģ
ԭˮ����Ũ�ȣ�1-70g/L��
ԭˮ�ؽ���Ũ�ȣ�10-200mg/L��
������ģ��50-3000�ַ�ˮ/�졣
������ˮ�а���Ũ�����ڹ����ŷű����л�������ˮ�ۺ��ŷű���(GB8978-1996)һ������
�ƹ����
�ڷ����⡢������Ԫ��ء�ϡ����ﯡ��������ҵ���ʾ������Ӧ�á�
���Ͱ���
(һ)��Ŀ�ſ�
���ų���ʵҵ����˾��ز�������������ˮ��Դ���������̣��մ���ˮ��800m3/d����Ũ�Ȱ�����ˮ��Դ�ڵ�ز��ϵ�������������ʾ������һ����Ŀ�Ͷ�����Ŀ�ֱ���2009��3�º�2012��1��һ�ο����ɹ�������װ�������ȶ����Զ����̶ȸߣ�����������Ŀ2014��ȱ���Ϊ�������ص���������ʵ�ü���ʾ�����̡���
(��)����ָ��
����ǰ��ˮ�İ�������Ũ��Ϊ8000-16000mg/L��10-20mg/L��������ˮ���������ﵽ�㶫ʡ��ˮ��Ⱦ���ŷ���ֵ��(DB4426-2001)��ʱ��һ�����������������ŷ�Ũ��10mg/L���ù���ÿ����Ű���2900t���ؽ�����4.2t������Ũ��ˮ18000t����������7t��
(��)Ͷ�ʷ���
��Ŀ��Ͷ��1200��Ԫ�����й��̻�����ʩ�������200��Ԫ���豸Ͷ��900��Ԫ���豸ռ�����400�O����λ��ˮ����Ͷ�ʷ���Ϊ1.5��Ԫ��
(��)�����
�����괦����ˮ��Լ24��֣������з���600��Ԫ/�꣬��ˮ���з���Ϊ25Ԫ����Ҫ���з��ð������������ã�312��Ԫ/�꣬��ѣ�144��Ԫ/�꣬�˹���9��Ԫ/�꣬�豸�۾ɣ�90��Ԫ/�꣬ά�������ã�45��Ԫ/�ꡣ














