[拼音]:fuyao
[外文]:re-reeling
将缫丝后卷绕在小籰上的生丝再卷绕到大籰或筒子上的工艺过程,其目的是使生丝成形良好,手触柔软,除去小籰丝片中的断头和疵点,使大籰丝片或筒装生丝达到一定的干燥程度和规格。
复摇工艺有成绞和成筒两种。成绞过程:小籰丝片平衡 丝片给湿复摇成大籰大籰丝片整理成绞。成筒工艺又分干返与湿返。干返成筒的工艺流程:小籰丝片平衡成筒包装成件;湿返成筒的工艺流程:真空给湿成筒包装成件。
丝片给湿复摇成大籰大籰丝片整理成绞。成筒工艺又分干返与湿返。干返成筒的工艺流程:小籰丝片平衡成筒包装成件;湿返成筒的工艺流程:真空给湿成筒包装成件。
小籰丝片的回潮率对丝片整形、手感、疵点和断头等有很大影响,所以在复摇前必须进行小籰丝片平衡,使小籰丝片保持一定的回潮率,缩小各层生丝回潮率的差异。小籰丝片在平衡室内平衡。平衡室的温度为20~35℃,相对湿度40~45%,平衡时间15~60分钟,平衡后小籰丝片回潮率为25~35%。
丝片给湿将小籰丝浸入盛有助剂和水的减压桶内,用真空泵抽去桶内空气,降低液面压力,使丝片中空气体积膨胀并向液面逸散,待桶内真空度达到规定要求,即丝片中气压与液面压力平衡时,真空泵即停转。当桶外空气重新进入时,液面压力大于丝片中的压力,迫使水渗入丝层之间,完成给湿过程。如此抽气、进气数次,使丝片充分吸水,即达到均匀给湿的目的。真空度要求:春丝300~500毫米水柱,夏秋丝200~400毫米水柱。给湿水温15~30℃。通常用的化学助剂有柔软剂、水化白油、太古油等。给湿后小籰丝片待返时间约30~45分钟。
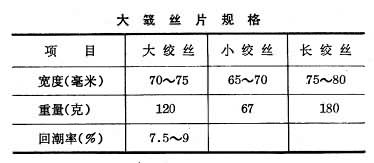
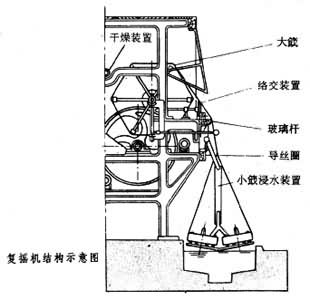
复摇把5只小籰排列在浸籰盘上,找出丝头,通过导丝圈、玻璃杆、络交钩挂在大籰籰手上进行复摇。复摇机一般为铁木结构,主要由小籰浸水装置、导丝装置、络交装置、大籰、停籰装置和干燥装置等组成。复摇温度和湿度的掌握标准随季节变化和地区不同而异,但须注意保暖保湿,使复摇机车厢温度达到38~40℃,湿度30~40%。低温低湿会使丝片松、丝身硬、断头增加;高温多湿则会出现硬籰角等现象。柞蚕丝车厢温度45±2℃,湿度40±3%。
大籰速度根据复摇的干燥能力、纤度粗细、丝片给湿程度和前后工序的配合等来调节。生丝纤度细容易产生塑性变形,影响生丝强伸力,增加断头。复摇时大籰速不宜过快,干燥时间须适当延长。生丝纤度粗,复摇时间短,不易干燥,须适当降低籰速,延长复摇时间。复摇过程操作不当,容易产生双丝、松紧丝、油污丝等疵点。
复摇成筒一般采用槽筒络纱机或往复式络丝机(见络纱)。