[拼音]:julüyixi
[外文]:polyvinyl chloride
 简称PVC,由氯乙烯在引发剂作用下聚合而成的热塑性树脂。是氯乙烯的均聚物。氯乙烯均聚物和氯乙烯共聚物统称为氯乙烯树脂。PVC 为无定形结构的白色粉末,支化度较小。工业生产的PVC分子量一般在5万~12万范围内,具有较大的多分散性,分子量随聚合温度的降低而增加;无固定熔点,80~85℃开始软化,130℃变为粘弹态,160~180℃开始转变为粘流态;有较好的机械性能,抗张强度60MPa左右,冲击强度5~10kJ/m2;有优异的介电性能。但对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分解而产生氯化氢,并进一步自动催化分解,引起变色,物理机械性能也迅速下降,在实际应用中必须加入稳定剂以提高对热和光的稳定性。PVC很坚硬,溶解性也很差,只能溶于环己酮、二氯乙烷和四氢呋喃等少数溶剂中,对有机和无机酸、碱、盐均稳定,化学稳定性随使用温度的升高而降低。PVC溶解在丙酮-二硫化碳或丙酮-苯混合溶剂中,用于干法纺丝或湿法纺丝而成纤维,称氯纶。具有难燃、耐酸碱、抗微生物、耐磨并具有较好的保暖性和弹性。
简称PVC,由氯乙烯在引发剂作用下聚合而成的热塑性树脂。是氯乙烯的均聚物。氯乙烯均聚物和氯乙烯共聚物统称为氯乙烯树脂。PVC 为无定形结构的白色粉末,支化度较小。工业生产的PVC分子量一般在5万~12万范围内,具有较大的多分散性,分子量随聚合温度的降低而增加;无固定熔点,80~85℃开始软化,130℃变为粘弹态,160~180℃开始转变为粘流态;有较好的机械性能,抗张强度60MPa左右,冲击强度5~10kJ/m2;有优异的介电性能。但对光和热的稳定性差,在100℃以上或经长时间阳光曝晒,就会分解而产生氯化氢,并进一步自动催化分解,引起变色,物理机械性能也迅速下降,在实际应用中必须加入稳定剂以提高对热和光的稳定性。PVC很坚硬,溶解性也很差,只能溶于环己酮、二氯乙烷和四氢呋喃等少数溶剂中,对有机和无机酸、碱、盐均稳定,化学稳定性随使用温度的升高而降低。PVC溶解在丙酮-二硫化碳或丙酮-苯混合溶剂中,用于干法纺丝或湿法纺丝而成纤维,称氯纶。具有难燃、耐酸碱、抗微生物、耐磨并具有较好的保暖性和弹性。
沿革
氯乙烯早在 1835年就为法国V.勒尼奥发现,用日光照射氯乙烯时生成一种白色固体,即聚氯乙烯。1914年发现用有机过氧化物可加速氯乙烯的聚合,1931年德国法本公司采用乳液聚合法实现聚氯乙烯的工业化生产。1933年W.L.西蒙提出用高沸点溶剂和磷酸三甲酚酯与PVC加热混合,可加工成软聚氯乙烯制品,这才使PVC的实用化有真正的突破。英国卜内门化学工业公司、美国联合碳化物公司及固特里奇化学公司几乎同时在1936年开发了氯乙烯的悬浮聚合及 PVC的加工应用。为了简化生产工艺,降低能耗,1956年法国圣戈邦公司开发了本体聚合法。1983年,世界总消费量约11.1Mt,总生产能力约17.6Mt;是仅次于聚乙烯产量的第二大塑料品种,约占塑料总产量的15%。中国自行设计的 PVC生产装置于1956年在辽宁锦西化工厂进行试生产,1958年3kt装置正式工业化生产,1984年产量530.9kt。
生产方法
有悬浮聚合法(图1)、乳液聚合法和本体聚合法,以悬浮聚合法为主,约占PVC总产量的80%左右。此外,还有用微悬浮法生产PVC糊用树脂,产品性能和成糊性均好。
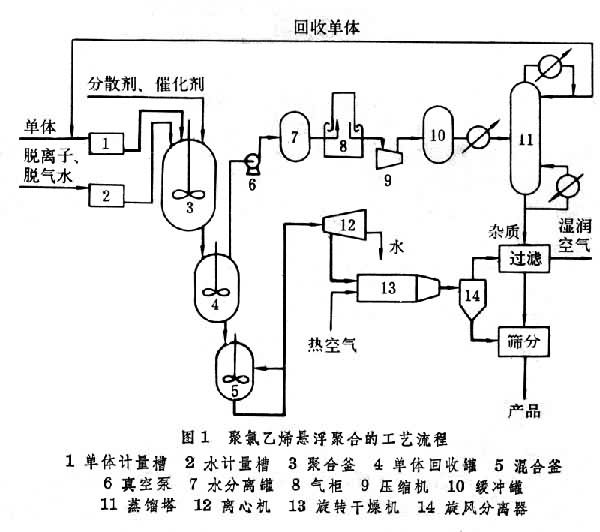
(1)悬浮聚合法 使单体呈微滴状悬浮分散于水相中,选用的油溶性引发剂则溶于单体中,聚合反应就在这些微滴中进行,聚合反应热及时被水吸收,为了保证这些微滴在水中呈珠状分散,需要加入悬浮稳定剂,如明胶、聚乙烯醇、甲基纤维素、羟乙基纤维素等。引发剂多采用有机过氧化物和偶氮化合物,如过氧化二碳酸二异丙酯过氧化二碳酸二环己酯、过氧化二碳酸二乙基己酯和偶氮二异庚腈、偶氮二异丁腈等。聚合是在带有搅拌器的聚合釜中进行的。聚合后,物料流入单体回收罐或汽提塔内回收单体。然后流入混合釜,水洗再离心脱水、干燥即得树脂成品。氯乙烯单体应尽可能从树脂中抽除。作食品包装用的 PVC,游离单体含量应控制在1ppm以下。聚合时为保证获得规定的分子量和分子量分布范围的树脂并防止爆聚,必须控制好聚合过程的温度和压力。树脂的粒度和粒度分布则由搅拌速度和悬浮稳定剂的选择与用量控制。树脂的质量以粒度和粒度分布、分子量和分子量分布、表观密度、孔隙度、鱼眼、热稳定性、色泽、杂质含量及粉末自由流动性等性能来表征。聚合反应釜是主要设备,由钢制釜体内衬不锈钢或搪瓷制成,装有搅拌器和控制温度的传热夹套,或内冷排管、回流冷凝器等。为了降低生产成本,反应釜的容积已由几立方米、十几立方米逐渐向大型化发展,最大已达到200m3(见釜式反应器)。聚合釜经多次使用后要除垢。以聚乙烯醇和纤维素醚类等为悬浮稳定剂制得的 PVC一般较疏松,孔隙多,表面积大,容易吸收增塑剂和塑化。
(2)乳液聚合法 最早的工业生产 PVC的一种方法。在乳液聚合中,除水和氯乙烯单体外,还要加入烷基磺酸钠等表面活性剂作乳化剂,使单体分散于水相中而成乳液状,以水溶性过硫酸钾或过硫酸铵为引发剂,还可以采用“氧化-还原”引发体系,聚合历程和悬浮法不同。也有加入聚乙烯醇作乳化稳定剂,十二烷基硫醇作调节剂,碳酸氢钠作缓冲剂的。聚合方法有间歇法、半连续法和连续法三种。聚合产物为乳胶状,乳液粒径0.05~2μm,可以直接应用或经喷雾干燥成粉状树脂。乳液聚合法的聚合周期短,较易控制,得到的树脂分子量高,聚合度较均匀,适用于作聚氯乙烯糊,制人造革或浸渍制品。乳液法聚合的配方复杂,产品杂质含量较高。
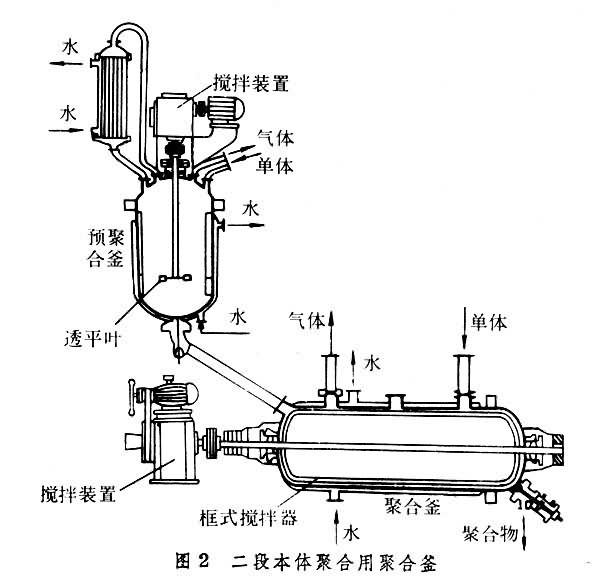
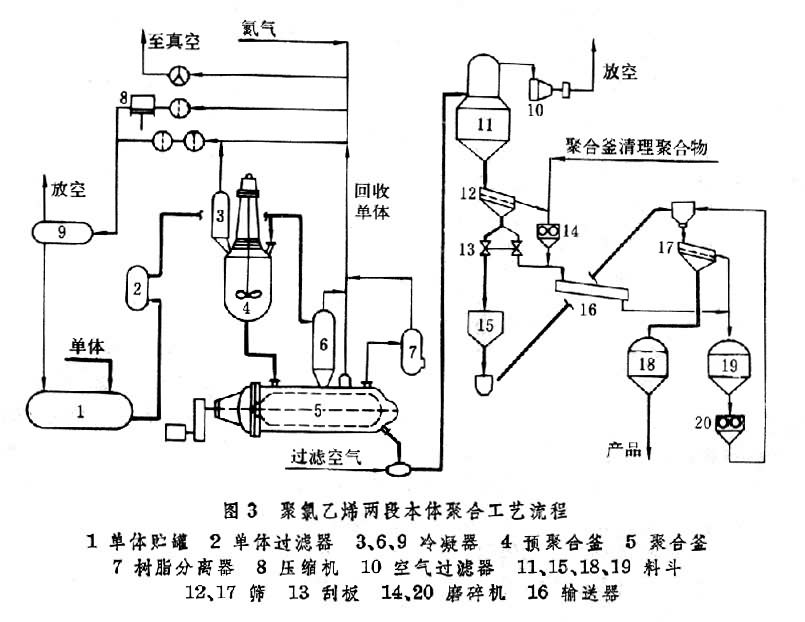
(3)本体聚合法 聚合装置比较特殊,主要由立式预聚合釜和带框式搅拌器的卧式聚合釜构成(图2)。聚合分两段进行(图3)。单体和引发剂先在预聚合釜中预聚1h,生成种子粒子,这时转化率达8%~10%,然后流入第二段聚合釜中,补加与预聚物等量的单体,继续聚合。待转化率达85%~90%,排出残余单体,再经粉碎、过筛即得成品。树脂的粒径与粒形由搅拌速度控制,反应热由单体回流冷凝带出。此法生产过程简单,产品质量好,生产成本也较低。
改性品种
PVC性脆,热稳定性差,不易加工。为了改善其性能,增加品种,需进行改性,改性的品种有氯乙烯共聚物、聚氯乙烯共混物和氯化聚氯乙烯等。
氯乙烯共聚物氯乙烯可以和乙烯、丙烯、醋酸乙烯酯、偏二氯乙烯、丙烯腈和丙烯酸酯类等单体共聚,目前共聚物的产量占聚氯乙烯总产量的25%以下。
(1)氯乙烯-醋酸乙烯酯共聚物 采用悬浮共聚法,一般生产醋酸乙烯酯含量3%~5%和13%~15%的两个品级,可用于制造塑料地板、涂料、薄膜、压塑制品、唱片及短纤维等。
(2)氯乙烯- 偏二氯乙烯共聚物 美国陶氏化学公司在30年代就研制成功了偏二氯乙烯含量在50%以上的氯乙烯共聚物,商品名莎纶B(Saran B)这种共聚物耐老化,耐臭氧,机械性能好,能溶于四氢呋喃、环己酮及氯苯等有机溶剂,溶液具有较好的粘合性与成膜性。用这种共聚物制得的薄膜无毒、透明,具有极低的透气性与透湿性,是极好的食品包装材料。这种共聚物也是一种优良的防腐蚀材料。由其制造的纤维称偏氯纶,可做渔网、座垫编织物和化工滤布等。
(3)丙烯- 氯乙烯或乙烯-氯乙烯共聚物 丙烯含量约10%的共聚物,用于吹塑成型和注射成型等。与氯乙烯-醋酸乙烯酯共聚物相比,加工温度较低、且与热分解温度间隔大,熔体流动性好,无毒,透明。乙烯-氯乙烯共聚物,也是用悬浮法在75℃和压力1.2~96MPa下共聚而成,乙烯含量为4%~43%,具有高耐冲击性,高透明度和优良的加工性能,无毒,可制透明度高的薄膜、容器等。
(4)氯乙烯接枝共聚物 以乙烯-醋酸乙烯酯树脂为基材的氯乙烯接枝共聚物,具有优良的耐冲击性、耐气候性和耐热性,适于作室外用建筑材料。近年来,又开发了用聚丙烯酸酯与氯乙烯的接枝共聚物。在西欧,接枝共聚物已有逐步取代相应的共混物的趋势。
聚氯乙烯共混物用其他树脂与PVC共混,是一种能多方面改进PVC性能的好方法。用机械共混法使PVC与乙烯-醋酸乙烯酯树脂共混,能起到长效的增塑作用,改善冲击强度、耐寒性及加工性。聚氯乙烯与丁腈橡胶,氯化聚乙烯或 ABS树脂共混,也可以显著改善韧性,耐寒性和加工性。与甲基丙烯酸甲酯-丁二烯-苯乙烯共聚物(见聚苯乙烯)的共混物,不仅冲击强度高,而且可以得到透明制品。近年来,聚氯乙烯共混物的研究与生产日益受到重视,品种不断增加,使用范围不断扩大。
氯化聚氯乙烯PVC经氯化而得的一种热塑性树脂,由溶液氯化法制得的,俗称过氯乙烯,简称CPVC,含氯量61~68%,氢原子没有全部被氯取代。白色或淡黄紫色粉末,溶解性比聚氯乙烯好,能溶于丙酮、氯苯、二氯乙烷和四氯乙烷,耐热性比聚氯乙烯高20~40℃,耐寒性比聚氯乙烯约低25℃,不易燃烧,耐气候、耐化学药品及耐水性均优,可以用挤出法生产管材,主要作热水上水管使用。氯化聚氯乙烯的溶液有良好的粘合性、成膜性和成纤性,可用于胶粘剂、清漆和纺丝。胶粘剂主要用于粘接 PVC板及其制品。清漆的漆膜能耐腐蚀、柔软、耐磨且剥离强度高,用它纺成的丝称过氯纶,对酸、碱、盐皆稳定,适于作耐化学腐蚀的滤布、工作服、筛网、渔网和运输带等。
CPVC的生产方法有两种。
(1)溶液氯化法 将聚氯乙烯溶于氯苯或四氯乙烷,在衬铝或搪瓷的反应釜中,于光或自由基引发下,搅拌并通入氯气,在70℃下氯化,氯化过的氯化聚氯乙烯溶液经水析、水洗、过滤、干燥即得白色絮状颗粒成品。此法操作和设备均较简单,但氯化时间较长。
(2)悬浮氯化法 将 PVC悬浮于含二氯甲烷膨润剂的水或稀盐酸溶液中,在加压釜内通入氯气,于60℃下氯化,产物用乙醇沉淀出来。此法氯化时间短,但操作不易掌握,设备要求高,工业上较少采用。
加工
可分为各组分的混合、塑化及成型加工三个步骤。树脂与按配方添加的各种助剂配合时,可用捏和机或高速搅拌混合机均匀混合,再经挤出机塑化、切粒,即得到塑化好的粒料。这种粒料可以贮存待用或出售。粒料经挤出、吹塑、压延或注射成型加工为各种制品,也可以直接用混好的粉料(也称干混料)进行硬制品的加工。
聚氯乙烯助剂PVC塑料一般可分为硬质与软质两大类。在日本和西欧硬制品产量现已超过软制品,硬制品中可不加增塑剂,有时加入冲击改性剂以改善其韧性。软制品需加入大量增塑剂。两者均加着色剂、稳定剂、润滑剂等塑料助剂。
(1)增塑剂 通常采用两种或两种以上的混合增塑剂,效果较好。常用的增塑剂有邻苯二甲酸二辛酯、邻苯二甲酸二丁酯、癸二酸二辛酯、磷酸三甲酚酯和磷酸三苯酯等。一般软质PVC所加增塑剂量为树脂量的30%~70%;PVC糊加入的增塑剂可高达80%~100%。
(2)稳定剂 用于阻滞或阻止 PVC的分解。常用的稳定剂有铅化合物;如三碱式硫酸铅、二碱式亚磷酸铅;金属皂类,如硬脂酸钡、硬脂酸镉等;有机锡化合物,特别适用于作透明片材、吹塑瓶等的树脂,但价格较贵。稳定剂的用量一般为树脂的2%~7%。
(3)润滑剂 增加 PVC的熔融流动性,以防止其与金属表面粘附,有利于成型加工。常用的润滑剂有金属皂、硬脂酸、石蜡或矿物油等,用量约为树脂的1%。
(4)着色剂 可将 PVC染成各种颜色。多用油溶性有机颜料和无机颜料,用量为树脂的0.01%~2%左右。
(5)填料 主要作用在于降低成本,节省 PVC用量,并可改进性能。常用的填料有碳酸钙、陶土、硅藻土等。
塑料制品PVC通过塑料加工可制成各种型材和制品。(见彩图)






(1)一般软制品 利用挤出机可以挤成软管、电缆、电线等。利用注射成型机配合各种模具,可制成塑料凉鞋、鞋底、拖鞋等。
(2)薄膜 PVC与添加剂混合、塑化后,利用三辊或四辊压延机制成规定厚度的透明或着色薄膜,用这种方法加工的薄膜,称压延薄膜。也可以将软PVC粒料,利用吹塑成型机吹制成薄膜,这称为吹塑薄膜。薄膜上可以印花(如包装装潢图案和商标等)。薄膜用途很广,可以通过剪裁,热合加工成包装袋、雨衣、桌布、窗帘、充气玩具等。宽幅的透明薄膜可以供温室、塑料大棚及地膜之用。经双向拉伸的薄膜,有受热收缩的特性,可用于收缩包装。
(3)涂层制品 有衬底的人造革是将 PVC糊涂敷于布上或纸张上,然后在 100℃以上塑化而成。也可以先将PVC与助剂压延成薄膜,再与衬底材料加热压合而成。无衬底的人造革则是直接由压延机压延成一定厚度的软质薄片,再压上花纹即成。人造革可以用来制作皮箱、皮包、书的封面、沙发及汽车的座垫等。还有地板革,用作建筑物的铺地材料。
(4)泡沫制品 软质 PVC混炼时,加入适量的发泡剂作成片材,经发泡成型为泡沫塑料,可作泡沫拖鞋、凉鞋、鞋垫、坐垫、及防震缓冲包装材料。也可用挤出机挤出成低发泡硬PVC板材和异型材,可代替木材使用,是一种新型的建筑材料。
(5)透明片材 PVC中加冲击改性剂和有机锡稳定剂,经混合、塑化、压延而成为透明的片材。利用热成型可以作成薄壁透明容器或用于真空吸塑包装,是优良的包装材料和装饰材料。
(6)糊制品 将 PVC分散在液体增塑剂中,使其溶胀塑化而成增塑溶胶,通常用乳液或微悬浮树脂,还需加稳定剂、填料、着色剂等,经充分搅拌,脱气泡后,配成PVC糊,再用浸渍、浇铸或搪塑等加工成各种制品。
(7)硬管和板材 PVC中加入稳定剂、润滑剂和填料,经混炼后,用挤出机可挤出各种口径的硬管、异形管、波纹管,用作下水管、引水管、电线套管或楼梯扶手。将压延好的薄片重叠热压,可制成各种厚度的硬质板材。板材可以切割成所需的形状,然后利用PVC焊条用热空气焊接成各种耐化学腐蚀的贮槽、风道及容器等。
(8)门窗 由硬质异形材料组装而成。在有些国家已与木门窗、铝窗等共同占据门窗的市场。
(9)中空容器。
- 参考书目
- L.I.Nass,Encyclopedia of PVC,Marcel Dekker,NewYork,1977.