[拼音]:hengji
[外文]:V-bed knitting machine
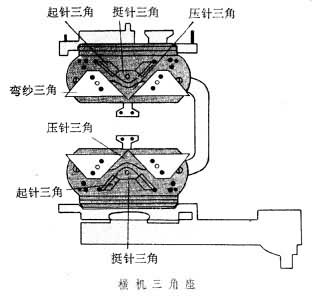
采用舌针的平型纬编针织机,用以生产成形衣片、成形衣坯,和沙发布、台布、窗帘布等家用织物。针床为平板状,前后共两块,相互间成90~114°夹角,对称配置成倒V字形,针床表面按规定针织机号铣以等距的针槽,织针插在槽中。移动游架中的三角,使之对针踵作用,织针便在针槽中作纵向运动。游架骑跨在前后针床上,沿着机架导轨作往复运动。编织三角装在游架内侧以控制织针升降,在外侧有三角的控制按钮和指示三角位置的刻度板等。根据成圈要求,三角座是由起针、挺针、弯纱和压针诸三角组成,其中起针、挺针三角为活动型,可独立地由控制机构操纵进入或退出工作。花式横机的三角组都以上述三角为基础,再增添附加三角或采用多跑道三角机构,配以各类织针,通过三角变动使按一定规律排列在针槽中的各类织针,分别在各自跑道中运动,从而使织针分别处于编织、集圈、不编织等位置,以便织制各种不同花式效果的针织物。编织提花组织时,在机上还可加装提花选针机构。过去采用机械选针方式把花纹信息存储在提花纹板上,通过传递机件使织针进行选针编织。20世纪80年代初,随着花形准备系统的出现,已开始应用电子式单针选针横机。
花形准备系统配有电子计算机,能把花纹图案转换成花纹信息,储存在纸带(或磁带)内。有的花形准备系统利用电视摄象机和电子计算机,直接把花纹转换成信号,用以控制单针选针机构;有的采用分离扫描技术,把设计图样(或意匠图)放在扫描转换器的滚筒上转换成电信号,输入微型计算机的存储器。编织时从存储器连续取出花纹信息,控制织针工作,更换花纹极为方便。
横机编织方法有全成形和部分成形两种。全成形编织采用移圈以增减参加编织的针数,从而改变衣片或衣坯的幅宽;部分成形编织采用脱卸线圈的方法,使一组边缘织针退出工作,从而收窄衣片。20世纪80年代以来,全成形衣坯编织有新的发展,机器上加装压脚成形装置,能织出整件组合成形衣坯,可节省裁耗,减少部分接缝。