[拼音]:shunxu kongzhiqi
[外文]:sequence controller
根据生产工艺规定的时间顺序或逻辑关系编制程序,对生产过程各阶段依次进行控制的装置,简称顺控器。顺序控制器的控制方式有时序控制和条件控制两种。
(1)时序控制:根据预先规定的时间序列进行控制,即动作的步骤只是时间的函数。
(2)条件控制:根据预先规定的逻辑关系进行控制。这种控制既可以按照预先确定的顺序逐步进行,即上一步动作完成后转入执行下一步;也可以按照几步动作的综合结果来决定下一阶段应执行的动作。最初,顺序控制的功能是用继电器控制系统来实现的。这种系统简单,操作方便,价格便宜;但设计麻烦,因触点多容易出现接触不良现象,可靠性差。被控制的生产工艺改变时,继电器的接线或继电器系统设计均需要改变,所以通用性、灵活性差。50年代出现具有一定通用性和灵活性的顺序控制器。
根据结构形式不同,顺控器分为凸轮和鼓式、矩阵(或插销)式和穿孔纸带(或卡片)式3类。
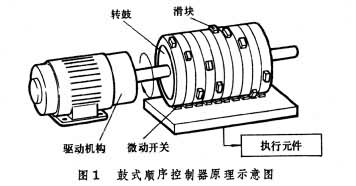
凸轮和鼓式顺控器这是一种机械式顺控器(图1),能实现时序控制。它由驱动机构、转鼓和滑块(或凸轮鼓)、微动开关等部分构成。驱动机构带动转鼓转动,转鼓上不同位置的滑块依次压合微动开关,使执行元件依次动作,从而实现时序控制。当要改变动作的顺序时,只需要改变转鼓上滑块的位置。这种顺控器构造简单,维护容易,但寿命和动作频率均有限,不易实现复杂功能。
 矩阵式顺控器
矩阵式顺控器
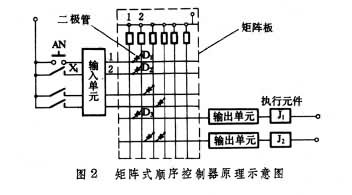
这是一种电子式的顺控器(图2),它由矩阵板(或插销板),输入单元和输出单元等部分构成。它的核心部分是矩阵板。矩阵板的正面和反面有很多相互绝缘的纵线和横线,在某一交点处插焊二极管(或插入二极管插销)即可将相应的纵线和横线接通。根据生产工艺要求,编排和插焊二极管后,矩阵板就具备了存贮程序和逻辑运算的能力。它对输入单元送来的现场输入信号进行逻辑运算后,把运算结果分配给相应的输出单元,驱动执行元件动作,以实现顺序控制。对于图2的顺控器,当按下按钮AN,X 1闭合,第一、第二两条横线为高电平,使二极管D1、D2处于截止状态,因而第一条纵线亦为高电平。电源经二极管D 3向相应的输出单元供电,从而使执行元件J1得电而闭合。如欲改变控制程序,只需要改变矩阵板上二极管的位置即可。这种顺控器功能较齐全,可同时实现时序控制和条件控制,编制程序容易,操作方便,但体积较大,使用插销板时容易发生接触不良的现象。
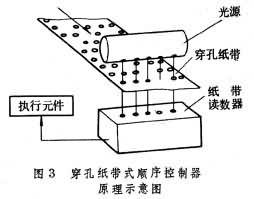
穿孔纸带式顺控器这是一种光电式顺控器(图3)。它由光源、穿孔纸带(或穿孔卡片)纸带读出器和走纸机构等部分构成。程序编制是以二进制编码在纸带(或卡片)上穿孔来实现的。光源照射穿孔纸带,把程序指令变成光信号,纸带读出器通过光电转换作用将顺序读出并进行运算。如欲变更顺序,只要更换穿孔纸带即可。这种顺控器容易实现较多的步数,改变程序容易,但纸带寿命有限。