[拼音]:luwai jinglian
[外文]:secondary steelmaking processes
将转炉、平炉或电炉中初炼过的钢液移到另一个容器中进行精炼的炼钢过程,也叫“二次炼钢”。炼钢过程因此分为初炼和精炼两步进行。初炼:炉料在氧化性气氛的炉内进行熔化、脱磷、脱碳和主合金化。精炼:将初炼的钢液在真空、惰性气体或还原性气氛的容器中进行脱气、脱氧、脱硫,去除夹杂物和进行成分微调等。这样将炼钢分两步进行,可提高钢的质量,缩短冶炼时间,简化工艺过程并降低生产成本。
1933年法国佩兰(R.Perrin)应用专门配制的高碱度合成渣,在出钢的过程中,对钢液进行“渣洗脱硫”,这是炉外精炼技术的萌芽。1950年在联邦德国用钢液真空处理法脱除钢中的氢以防止“白点”。60年代末期以来,炉外精炼技术经过不断地发展,目前已有几十种方法应用于工业生产,逐步形成了炼钢工艺中的一个新分支。中国于1957年开始研究钢液真空处理法。建立了钢液脱气、真空铸锭装置,70年代建立了氩氧炉、钢包精炼炉和钢包喷粉装置等炉外精炼设备。
原理
精炼主要通过下述作用:
真空脱气钢液中气体的溶解度服从平方根定律,钢中氢含量 。钢液真空处理时,降低精炼容器中氢的分压p啹,即可达到钢液脱氢的目的。氢的溶解反应平衡常数KH是温度的函数,在1600℃时,KH=0.0027。氢在钢液中溶解平衡常数低,扩散速度快,所以钢液脱氢速度很快,可使钢中氢含量接近平衡值。同理,也可进行脱氮,但氮在钢液中的溶解平衡常数较高,KN=0.040,扩散速度慢,因此钢液真空处理时,氮的脱出率仅为10~25%(见钢的去气,真空冶金)。
。钢液真空处理时,降低精炼容器中氢的分压p啹,即可达到钢液脱氢的目的。氢的溶解反应平衡常数KH是温度的函数,在1600℃时,KH=0.0027。氢在钢液中溶解平衡常数低,扩散速度快,所以钢液脱氢速度很快,可使钢中氢含量接近平衡值。同理,也可进行脱氮,但氮在钢液中的溶解平衡常数较高,KN=0.040,扩散速度慢,因此钢液真空处理时,氮的脱出率仅为10~25%(见钢的去气,真空冶金)。
炉外精炼通常用两种脱氧方法。真空下碳脱氧和加入合金元素硅、锰、铝等进行沉淀脱氧。真空下碳氧反应为:[C]+[O]─→CO↑,则[C]%·[O]%=ppCO/K=mppCO,平衡常数K为温度的函数,在1600℃和ppCO=1大气压时, 值为0.0020~0.0025,因此真空下碳的脱氧能力很强,可超过脱氧元素硅、锰和铝。反应产物CO是气态而不是呈夹杂物形态,在真空下极易排除(见钢的脱氧反应)。
值为0.0020~0.0025,因此真空下碳的脱氧能力很强,可超过脱氧元素硅、锰和铝。反应产物CO是气态而不是呈夹杂物形态,在真空下极易排除(见钢的脱氧反应)。
惰性气体处理
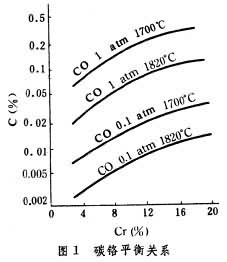
向钢水中吹入惰性气体,这种气体本身不参与冶金反应,但从钢水中上升的每个小气泡都相当于一个“小真空室”(气泡中H2、N2、CO的分压接近于零) 具有“气洗”的作用。 炉外精炼生产不锈钢的原理,就是应用不同的CO分压下碳铬和温度之间的平衡关系(图1)。用惰性气体加氧进行精炼脱碳(工艺过程中不断变换氩/氧的比例),可以降低碳氧反应中CO的分压,在较低温度的条件下,降低碳含量而铬不被氧化。
 钢液搅拌
钢液搅拌
炉外精炼过程中对钢液进行搅拌,使钢液成分和温度均匀化,并能促进冶金反应。多数冶金反应过程是相界面反应,反应物和生成物的扩散速度是这些反应限制性环节。钢液在静止状态下,冶金反应速度很慢,如电炉中静止的钢液脱硫需要30~60分钟;炉外精炼中搅动钢液进行脱硫只需3~5分钟,即可达到同样的效果。钢液在静止状态下,夹杂物靠上浮除去,服从于斯托克斯(Stokes)定律,排除速度较慢;搅拌钢液时,夹杂物的除去服从于指数规律, ,式中Xt和X0分别表示时间s和开始时间(s=0)时夹杂物的浓度;k为常数,与搅拌强度、类型和夹杂物的特性有关。
,式中Xt和X0分别表示时间s和开始时间(s=0)时夹杂物的浓度;k为常数,与搅拌强度、类型和夹杂物的特性有关。
处理方式
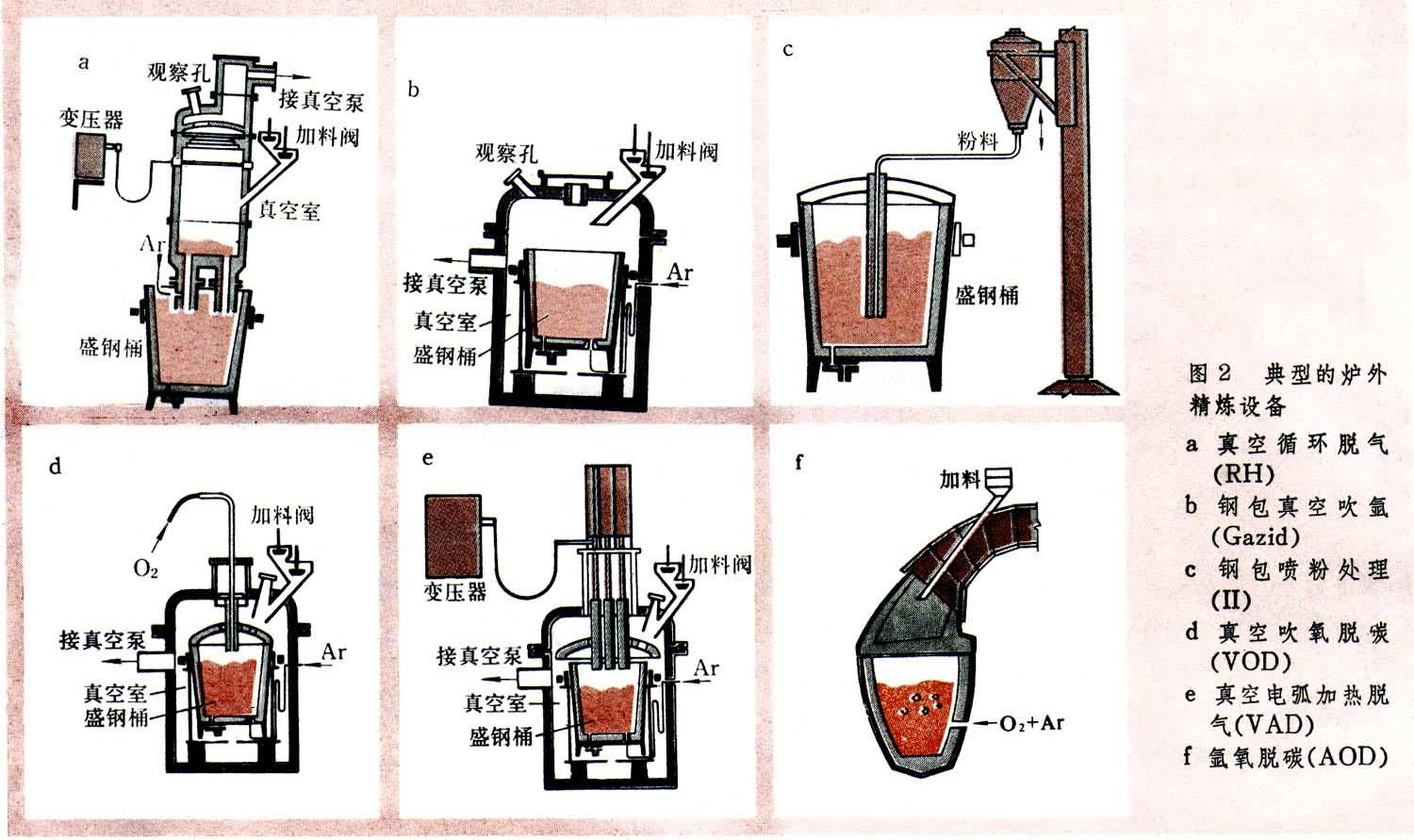
钢包处理型炉外精炼特点是精炼时间短(10~30分钟),精炼任务单一,没有补偿钢水温度降低的加热装置,工艺操作简单,设备投资少。有钢水脱气、脱硫,成分控制和改变夹杂物形态等装置。真空循环脱气法(RH、DH),钢包真空吹氩法(Gazid),钢包喷粉(CaSi或其他粉剂)处理法(IJ、TN、SL)等均属此类。
钢包精炼型炉外精炼特点是精炼时间长(60~180分钟),具有多种精炼机能,有补偿钢水温度降低的加热装置,适于各类高合金钢和特殊性能钢种(如超纯钢种)的精炼生产。真空吹氧脱碳法 (VOD)、真空电弧加热脱气法(VAD)和钢包精炼炉法(ASEA-SKF)等,均属此类。与此类似的还有氩氧脱碳法(AOD)。
典型的炉外精炼设备如图2所示。
工艺特点
炉外精炼具有共同工艺特点:
(1)选择一个理想的精炼气氛条件,通常采用真空、惰性气氛或还原性气氛。
(2)对钢液进行搅拌,可采用电磁感应、惰性气流或机械方法搅拌。
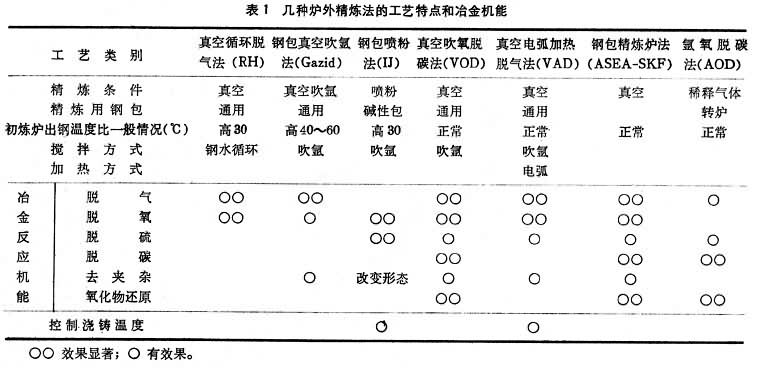
(3)钢液加热,在精炼过程中通常采用电弧加热、埋弧加热、等离子加热或增加化学热等。各种炉外精炼法不外乎这三个方面技术的不同组合。几种炉外精炼的工艺特点和冶金机能见表1。
工业生产概况
在各种炉外精炼方法中,钢包处理型炉外精炼在工业生产中使用最多。70年代末期世界各国投入工业生产的炉外精炼设备约有 400余座。美国和日本生产轴承钢全部都经真空处理(RH法、DH法等),超低硫钢的生产以及控制夹杂物形态的钢种主要应用钢包喷粉处理法生产(TN法、SL法)。AOD炉利用氩-氧混合吹炼生产不锈钢,铬元素的回收率达98%以上,并可使用高碳铬铁做合金原料,经济效果十分显著。美国的不锈钢生产几乎全部用AOD炉。目前世界上AOD炉生产的不锈钢约占75%。ASEA-SKF炉和VAD炉均采用电弧加热钢液,用电磁感应或氩气流搅拌钢液,可进行长时间的精炼操作,多用于生产高合金钢。这类设备还可作钢液保护炉,用于多炉联合生产特大钢锭。
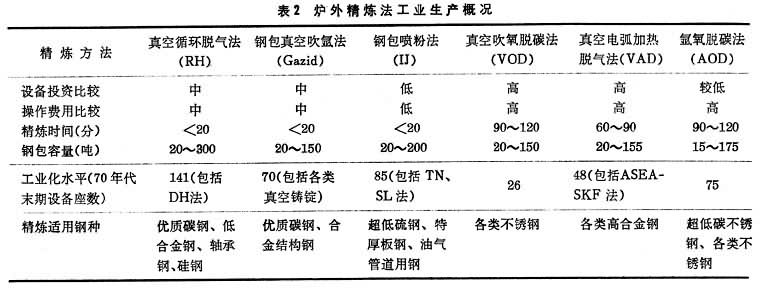
炉外精炼法可以大幅度地提高冶金质量,并将钢中有害杂质降低到以下水平:[H]0.5~3ppm,[O]5~30ppm,[N]15~50ppm,[C]0.002~0.03%,[S]0.002~0.01%,提高现有炼钢炉生产能力30~50%,使钢液浇铸温度波动幅度保持±3~4℃范围内,生产成本降低13~54%。几种炉外精炼法的设备投资、操作费用、工业化水平的比较见表2。
炉外精炼技术将会得到进一步发展。长期以来用电炉生产优质钢的地位有被氧气转炉加炉外精炼和电炉加炉外精炼的工艺流程代替的趋势。每种炉外精炼法,各有所长,应结合产品方向、生产操作经验、设备状况、原料供应条件和资金等情况进行综合研究,作出选择。(见彩图)