[拼音]:xuanzhuan dianhuhan
[外文]:rotating arc welding
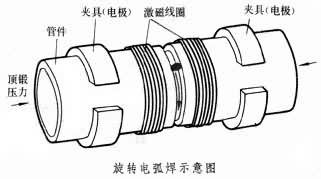
利用外加磁场驱动电弧沿工件旋转加热,然后顶锻完成工件焊接的方法(见图)。旋转电弧焊主要用于管件的焊接,焊接时把待焊管件置于磁场中,并用电极夹紧后通电,由激磁线圈所产生的径向磁场与电流的相互作用,使电弧沿管壁圆周旋转。均匀加热管端产生熔化金属薄层,然后快速加压,挤出熔化金属,便形成焊接接头。旋转电弧焊是1959年苏联研究成功的,但进行这种焊接所用的焊机直到70年代才出现。焊机包括电源、高频引弧或辅助电极引弧装置、夹具(电极)、激磁线圈和加压机构(液压、机械或手动加压)等部分。影响焊接质量的主要工艺参数有电功率、磁场强度、管子装配间隙、电弧旋转速度和时间、顶锻力和顶锻速度。旋转电弧焊的生产效率较高,与闪光对焊(见电阻焊)和摩擦焊相比,设备体积、耗电量、坯料损耗、焊缝毛刺等都小得多。它已可焊接直径达 200多毫米,壁厚达几毫米的管子,多用于普通碳钢的管与管、管与管板的焊接,如煤气管线、水管、电缆套管等,尤其适用于在工地进行安装焊接。