[拼音]:nianxianji
[外文]:twisting frame
把两根或多根单纱拈合成线的纺纱机器。在绢纺生产中称为拈丝机。单纱根数较多时通常分两次拈合:先将若干根单纱拈合成股线,然后把若干根股线再拈合成缆线。两次拈合所应用的机器,在工艺上分别称为初拈拈线机和复拈拈线机。拈线机由喂纱、加拈和卷绕成形三部分组成。按加拈机构不同,可分为环锭拈线机、翼锭拈线机和倍拈拈线机。其中,以环锭拈线机的应用最为广泛。花式拈线机大都属于环锭拈线机。
为了提高拈线机的产量和质量,纱线在拈线前先要经过络纱和并纱加工,以增大拈线机的供纱卷装容量,清除细纱的杂质疵点和细节,均匀各根单纱的卷绕张力。管纱通常先在络纱机上绕成单纱筒子,然后按拈合所需的单纱根数在并纱机上并合,并卷绕成合股纱筒子。有时也采用管纱直接在并纱机上并合成合股纱筒子,或者单纱筒子直接在拈线机上实现并合。并纱机的机构与络纱机(见络纱)相似,但在每个筒子各根单纱的卷绕行程中都有灵敏的断头自停装置,只要一根单纱断头或管纱退绕完筒子就停止卷绕,以保证合股纱的并合根数。
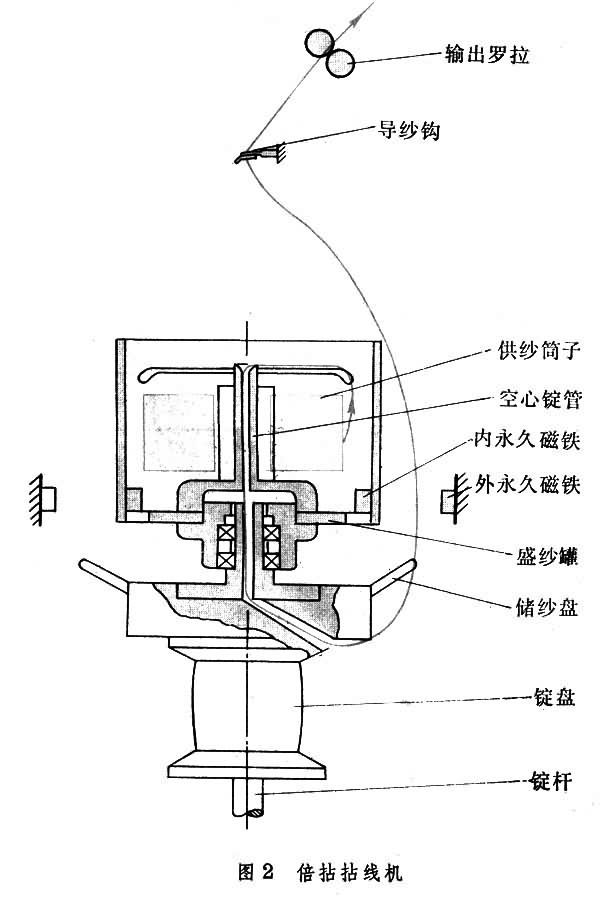
环锭拈线机
从筒子上引出的合股纱,经导纱杆和横动导纱器(图1),从导纱罗拉输出,通过导纱钩和钢丝圈绕于筒管上。当锭子带动筒管一起回转时,纱线拖动钢丝圈在环状钢领上回转,对纱线进行加拈。
筒子纱架上的筒子大都是以横卧形式活套在插锭上,合股纱自侧面拖动筒子回转而退绕。并拈联合机是用单纱筒子喂入,为减少单纱退绕时张力过大而引起断头,采用锥形筒子紧套在插锭上,单纱由各自的筒子端轴向引出,在喂给纱架部分实现并合。并拈联合机可省除并纱工序,一般只适于纺品质要求不高的双股线。导纱罗拉通常为一对光滑的圆辊。下罗拉是6~8锭一节,全长镶接而成。上罗拉每锭一个,靠自重加压,由下罗拉摩擦传动。合股纱在罗拉上有一定的穿绕方法,使纱线同罗拉有足够长的摩擦包围弧,保证罗拉以其均匀的速度向加拈区域输送纱线。在专纺粗的股线或复拈拈线机上,有的采用两根下罗拉,甚至两对罗拉,以适应高的拈线张力,达到均匀喂纱的目的。在罗拉部分,有的拈线机上设有断头自停装置。有的拈线机,在导纱杆下面设有水槽,合股纱加拈前先着水,称为湿拈拈线机。湿拈的线,有强力高和表面光洁的优点,但罗拉和导纱机件等需采用防锈材料。
环锭拈线机的卷绕成形机构大多与环锭细纱机相同。钢领板由成形凸轮传动作短动程升降,每次升降后位置上升一定高度,使管线绕成圆锥形交叉卷绕的卷装。纺制粗股线时或在复拈拈线机上常采用双边筒管。钢领板作单一的比较缓慢的全程升降,可以增加卷装的密度和容量。传统的花式拈线机与一般拈线机的主要不同点是在喂纱部分。纺制的花式线种类不同,喂纱部分的机构和运动也不同(见花式纱线纺制)。
翼锭拈线机
以锭翼为主要加拈机件。除喂纱部分外,其余机构都和吊锭式翼锭细纱机相似,常用于黄麻的拈线。
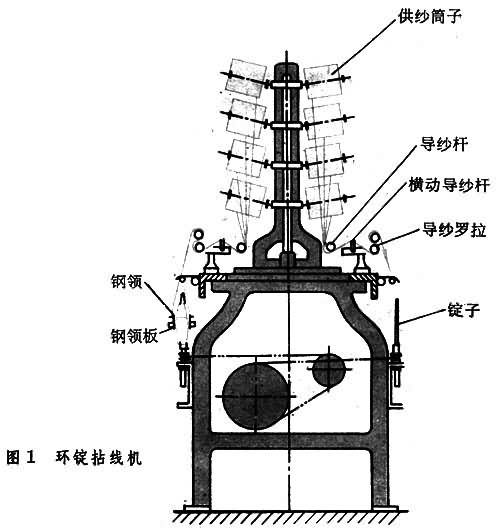
倍拈拈线机
以倍拈锭子为主要加拈机件,每一回转能对合股纱线加两个拈回。倍拈锭子有立式、卧式和斜式三种,以立式为多(图2)。它由锭杆、锭盘和储纱盘等回转部分和盛纱罐、空心锭管等不动部分组成。不动部分套在回转部分外面,其间用滚动轴承联系。锭盘由龙带或锭带传动,带动储纱盘一起回转。为确保不动部分不受回转部分影响,一般都装有盛纱罐的制动装置。制动方式有磁力制动、重力制动和机械制动三种。合股纱自供纱筒子上引出,由空心锭管顶端穿入,从储纱盘的边孔穿出,通过导纱钩和输出罗拉卷绕到筒子上。当锭子或储纱盘回转一圈,给空心锭管内和储纱盘边孔至导纱钩间气圈部分纱线各加一个拈回,方向相同时即得两个拈回。这种拈线机锭速高达14000转/分,加拈效率成倍提高,可以直接制成容量较大的筒子,落纱次数减少,但功率消耗大,接头操作困难。