石油化工企业炼油废水水量波动大,水质波动频繁,污染物成分复杂,其中含有大量的石油类、酚类、氨氮及硫化物等。[1]由于炼油废水具有易乳化、难降解和可生化性差的特点,因此处理起来难度较大。锦西石化分公司采用隔油―气浮―曝气―A/O工艺对炼油废水进行处理,可有效的去除石油类、有机物、氨氮和挥发酚等。
1 炼油废水的水量水质
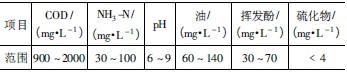
锦西石化分公司排放的炼油废水水量平均500 m3 /h,大部分来自生产装置的塔、罐、油水分离器等,一部分来自生活污水。原水水质见表1。
表1 炼油废水原水水质
2 废水处理工艺
2. 1 工艺流程
工艺流程见图1 所示。
含油废水经过机械格栅拦截大块杂物,经粗隔油池拣油后,再经提升泵房提升至调节除油罐。除油罐对废水中的污油和固体颗粒均有一定的去除作用。除油罐的出水自流进入气浮除油阶段,该阶段分为两级,一级采用涡凹气浮,二级采用部分回流加压溶气气浮。废水通过以上物化处理后,基本完成除油任务,同时约有20% ~30%的有机污染物也得到去除,随后进入生化处理阶段。
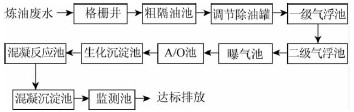
图1 炼油废水处理工艺流程
在生化处理阶段,废水进入合建式曝气池,通过微生物的氧化分解,去除一部分有机物。COD、挥发酚等指标在一定程度上得到降低。曝气池出水COD 基本控制在300 ~ 600 mg /L,挥发酚控制在10 mg /L 以下,为接下来的A/O 工艺的二段生化处理阶段提供良好的预处理条件。A/O工艺为深度处理阶段,进一步去除COD 和NH3-N。[2]
2. 2 主要构筑物设计及控制指标
2. 2. 1粗隔油池
粗隔油池用于去除污水中的浮油及固体颗粒。油珠上浮于水面,通过刮油刮泥机集中到集油管内,排至集油井中,然后通过拣油泵送至污油罐进行回收。粗隔油池共6 座,单池尺寸为22. 5 m × 4. 5 m × 4. 5 m,钢混结构,废水停留时间为2 h,出水中的油降至80 mg /L 以下。
2. 2. 2调节除油罐
调节除油罐一方面起到稳定废水水质及水量的作用,另一方面在罐内设置旋流除油设施,可将废水中的浮油和固体颗粒初步分离出来。污油浮于液面,通过收油管线回收至集油井。悬浮杂物沉于罐底,可通过一定的措施排出罐体,送至“三泥”处理装置浓缩外运。调节除油罐共1 座,单罐有效容积为10 000 m3,HRT 为13 ~15 h。废水通过调节除油罐后,含油量降至60mg /L 以下。
2. 2. 3一级涡凹气浮池
一级气浮池采用涡凹曝气机进行曝气,目的是进一步去除水中浮油及悬浮物。涡凹气浮系统主要由曝气区、气浮区、刮渣系统及排水系统等几部分组成。废水进入装有涡凹曝气机的曝气区,该区曝气机通过底部中空叶轮的快速旋转形成一个真空区,使水面上的空气通过中空管道抽送至水下,并在底部叶轮快速旋转产生的三股剪切力下粉碎成微气泡,微气泡在上升过程中与废水中的含油絮凝体颗粒粘附在一起,到达液面后,依靠这些微气泡支撑和维持,在水面上形成浮渣,通过刮渣机刮入污泥收集槽,净化出水由溢流槽排出。[3]一级气浮池共2 座,出水含油可降至20 mg /L 以下。
2. 2. 4二级溶气气浮池
二级气浮采用部分污水回流加压溶气气浮,即将曝气池一部分出水加压至0. 38 ~ 0. 4 MPa 后回流进入溶气罐,然后带压的废水连同带压的空气再次进入气浮分离段,通过压力释放器将压力废水转变为水和微细气泡混合物,细小而分散的气泡粘附废水中经混凝剂凝聚的分散微细油粒和悬浮物,形成絮体漂浮物浮出水面,进而从污水中分离出来,浮渣通过刮渣机刮入污泥收集槽,净化出水由溢流槽排出。二级气浮池共6 座,出水含油量可降至15 mg /L 以下。
2. 2. 5合建式曝气池
合建式曝气池集曝气池与沉淀池于一体,利用活性污泥法对含油废水进行处理。池内提供一定水力停留时间,通过鼓风机供风,满足好氧微生物所需要的氧量以及污水与活性污泥充分接触的混合条件,从而分解水中的各类有机质,从而有利于下一步A/O 工艺进行。曝气池在来水有机负荷高时,能够对下一段生化处理起到抗水质冲击的作用,能有效去除对微生物生长影响较大的挥发酚类。曝气池共10 间,单间容积850 m3,出水挥发酚可降至15 mg /L 以下。
2. 2. 6 A/O 生化池和生化沉淀池
A/O 生化处理流程分两段串联运行,第一段为缺氧段,第二段为好氧段。缺氧池出水进入好氧池。缺氧池内DO 控制在0. 5 ~ 1. 0 mg /L。好氧池采用鼓风机向池内送气,使溶解氧保持在6 ~ 7mg /L。根据来水水质情况调整好C、N 比,一般硝化液回流量控制在200%,污泥回流比控制在100% ~ 200%。自养菌以水体中的有机物作为养料,将好氧池水中溶解态的有机物和有毒、有害物质无机化或稳定化,将氨氮氧化为硝态氮。混合液回流进入缺氧池,在异养菌的作用下进行反硝化反应,消耗硝酸根和有机物碳源,将硝态氮还原为氮气,从水中释放出来,最终达到同时去除有机物和氨氮的作用[4]。A 池容积15 164 m3,O 池容积43 800 m3,A/O 池的HRT 为26 h。生化沉淀池2 间,单间容积3 650 m3,HRT 为3 h,其出水COD 可降至50 mg /L 以下,氨氮几乎为零。
2. 2. 7混凝反应池和混凝沉淀池
向混凝反应池中投加絮凝剂,使水中胶体粒子以及微小悬浮物在水流搅动和絮凝剂的架桥作用下,通过吸附架桥和沉淀网捕等机理,聚集成大的絮体,从而被迅速分离沉降。向絮凝反应池中加絮凝剂,絮凝的过程在混凝反应池中进行,沉降过程在混凝沉淀池中完成[5]。混凝反应池1间,容积为112 m3,混凝沉淀池2 间,单间容积为1 592 m3,总的HRT 为1. 5 h。
3 运行情况
自2005 年装置改造完成以来,经过近几年的运行及调整,外排水合格率达到100%,出水水质优于辽宁省《污水综合排放标准》的一级标准。并已达到污水回用进水水质标准。2010 年炼油废水全年进、出水水质平均值见表2。
表2 进、出水水质(2010 年平均值)

4 结语
(1) 锦西石化分公司采用隔油/两级气浮工艺,有效去除了油污染,保证了进入生化段的油含量<15 mg /L,为下一步生化处理创造了有利条件。
(2) 曝气池作为一段生化处理,起到了抗水质冲击的作用,有效去除挥发酚,保证了生化二段A/O 系统进水平稳,这就保证了后续工段对COD 的较高去除率。。
(3) A/O 系统作为二段生化处理,由于系统较大,微生物总类繁多,水力停留时间长,微生物通过自身的氧化分解去除有机物,在进行亚硝化反应过程中亚硝化菌以有机物作为碳源,因此对COD 具有较高的去除能力。(4) A/O 系统对NH3-N 具有较高的去除能
力,这是由于污泥停留时间长使世代周期长的硝化菌得以富集,从而保证了系统良好的硝化效果和抗NH3 - N 冲击能力。
(5) 近几年来,污水处理场出水水质稳定达标,2010 年COD 平均去除率为96. 7%、NH3-N平均去除率为99. 2%、石油类平均去除率为99. 0%,出水平均COD<50 mg /L、NH3 - N 几乎为零,远优于辽宁省《污水综合排放标准》(DB21 1627-2008) ,甚至达到回用水标准。














