文中以中国南方某酒精企业为例。该企业系用薯干为主要原料、发酵法生产酒精,酒精的产量约为5×104t/a。
1 废水水质和水量
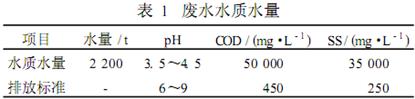
该企业废水主要来自于粗馏塔酒糟废水、精馏塔余馏水等废水,废水水质和水量如表1所示。设计出水水质须达到当地城市污水处理厂接管标准。
 |
2 工艺流程的选择
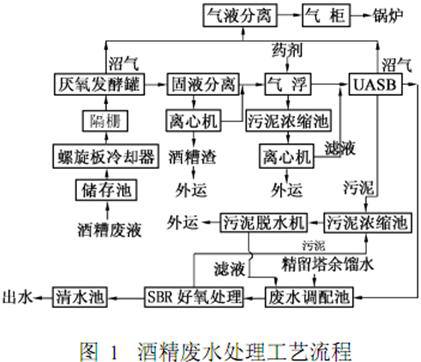
酒糟废液排放量大,污染物和悬浮物浓度高,国内薯干酒糟一般采用厌氧、好氧的工艺处理。糟液中含有淀粉、多羟基糖和多元醇类,易于生物降解,可生化性好,适合用生化方法进行处理。该企业结合国内外酒精废水的处理技术,确定采用厌氧-气浮-SBR组合工艺。项目在厌氧后续工段增加气浮工段,保证了后续SBR好氧处理的效率,也保证了废水经处理后具有良好的出水水质,并能够回用于生产过程中。同时,该工程在设计过程中充分考虑了各工段的处理效率,延长了废水在各个工段的停留时间,保证了废水的处理效果。工艺流程如图1。
 |
3 主要构筑物及设备
工程中主要设备及构筑物见表2。
 |
4 处理效果和工艺分析
酒糟废水经隔栅去除大的颗粒物后,全部进入厌氧发酵罐进行全糟发酵,废水经厌氧发酵罐后去除掉大部分污染物,COD和SS分别由50000mg/L左右和35000mg/L降低至15000mg/L和15000mg/L,并且能够产生较多的沼气,具有较好的经济效益。
废水经发酵罐后,经固液分离和气浮可以去除约60%的COD和93%的SS,可使COD和SS的浓度降到6000mg/L和1000mg/L左右。废水经气浮后仍有较高的浓度,需进一步处理,废水经UASB后COD和SS的去除效率可以达到67%和40%。再经SBR处理后废水水质COD和SS可以达到200mg/L和70mg/L。能够达到当地污水处理厂的接管标准,并部分回用至生产中。酒精废水COD和SS总的去除效率分别达到99.6%和99.8%以上。
⑴废水处理站总投资约4600万元。具体运行费用如下。电费:5500元/d;药剂:5000元/d;人工费用:1000元/d;污水处理厂的接管费用:1920元/d;设备维修及其它费用:1000元/d;设备折旧费:9580元/d;则总运行费用24000元/d(包括折旧费)。经计算得出废水处理费用约为11元/t。
⑵废水处理站运行后取得的经济效益。废水处理站产生的沼气为50万m3/d,折合煤50t/d,可以节省原煤50t/d,按原煤现价580元/t计,则经济效益为29000元/d。通过该废水处理工程,污水处理站盈利为29000-24000=5000元/d,年增效益约为150万元。
⑶废水处理站运行后取得的环境效益。污水处理设施运行后,可处理酒精生产废水66万t/a,削减COD约为35万t/a,其环境效益十分显著。
6 经验和教训
⑴建设项目采用全糟发酵,可以回收大量的沼气送锅炉房代替煤作为燃料,产生了良好的经济效益。
⑵厌氧发酵池设计时,需有足够长的水力停留时间,保证具有较好的COD和SS去除效率和较高的沼气产生率。保证经后续废水处理能够达到设计的出水水质。
⑶由于原水的污染物浓度过高,废水经上述处理后不能直接排放至地表水体中,需要在SBR池后增加物化或生化等深度处理工段进一步处理,使得废水能够达到相应的标准。对待酒精生产中产生的高浓度有机废水,采用所介绍的处理工艺,具有运行稳定和处理效率高等优点,为企业带来了良好的经济效益和社会效益。因此,其设计和运行是成功的。














