���������������SHARON ���ա�SND(ͬ������������) �������ѵ����յĻ�����ʵ�����о��϶࣬�������¶ȡ��ܽ����ȿ��Ʋ���Ҫ����̣�����Ӧ�����ʼ�������
����������Ӧ��������ṹ��ռ�����С���ܺĵ͡�������е�������ص㣬�������������Ӧ�ù㷺������ˮ���������Ӧ�����о�Ҳ��չ���������ܸ߾�����Ʒ�ʽ��һ��������ʽ�����ص����ƣ�ʹ��Ŀǰ����ʽ������Ӧ������ʵ�ʹ��̵ĺ��١�
����Ŀ�����ݻ�Ϊ3 400 m3 �Ķർ��Ͳ����������Ӧ��Ӧ���ڴ�����ģΪ1 800 m3/d�ĸ�NH4+-N����Ʒ��ˮ�������̸��죬ȡ�������õ�Ч������Ӧ����Ϊ15 m��ֱ��Ϊ17 m��ռ�����Լ254 m2 (���������) ���ں�204 ������Ͳ����Ӧ���ܸ߾��ȣ�1����Ӧ��������ˮ��ʵ����ͬ��������������������NO2-��NO3-���ۣ�TN ȥ������ߴ�98��8%����ˮCOD��NH4+-N ��ָ�����ꡣ
1 ���̸ſ�
����ij����Ʒ���ڴ�����ӹ����������ඹ��Ʒ�Ĺ����в���1 800 m3/d��COD�����л�����ˮ��ԭ�����ˮ��Ϊ1 500 m3/d�ĵ��ڳ�+UASB �ķ�ˮ����ϵͳ��ˮˮ���Ѳ��ܴﵽ���ء���ˮ���������ˮ��ˮ�ʱ���(CJ 343��2010) ��������и��졣
ԭϵͳ����������ŷű����1 ��ʾ��

ԭ��ˮ����ϵͳ��UASB ��Ӧ����ˮ��Ϊ(37��1)�桢�ݻ�����Ϊ4��6kgCOD/(m3��d) �����£���COd��ȥ�����ȶ���90% ���ϣ�������ˮCODΪ800��1 000 mg/L��VFA(�ӷ���֬����) Ϊ3��5mmol/L��CaCO3���Ϊ4 200 mg/L ���ң���������Ϊ6 000��7 000 m3/d��ԭUASB ��Ӧ����NH4+-N���л�������û��ȥ��Ч����UASB ��ˮNH4+-N�ߴ�210��270 mg/L�����ڳ����õؽ��ţ��������õؽ�ΪԼ360 m2�������ĺ���ϵͳ����ȥ����ˮ�в���COd���ѵ���
2 �ർ��Ͳ������ѭ����Ӧ���ṹԭ��
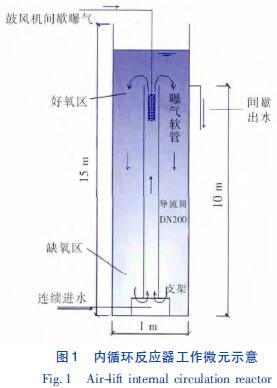
�������п����Ķർ��Ͳ����������Ӧ��������Ԫʾ���ͼ1����Ӧ���ڲ�����204 ������Ԫ������Ϊ�ֽṹ����Ϳ������֬�������ܸ�Ϊ15m��ֱ��Ϊ17 m�����ݻ�Ϊ3 400 m3����Ч�ݻ�Ϊ3 000 m3��ռ�����Ϊ227 m2���������������뵼��Ͳ����Լ1 m������ʹ����Ͳ�ں��������ߣ���Ͳ���γ��ܶȲʹ��Ӧ�����ص���Ͳ�Է��γ���ѭ������ѭ������������١���������ֱ���������йء���Ӧ������PLC �������Զ�����������ˮ����Ъ��������Ъ��ˮ����������������ˮʱ��������п���������ֳ����������ڣ��Զ����̶ȸߣ����й�����CASS(ѭ��ʽ�������෨) �������ƣ���������������豸�����д��������ϡ�ͣ���Ӧ���ͳ��������ǿ����Ӧ������ʱ���渺��Ϊ0��33 m3/(m2��h) ��������ˮ�Գ�����������ˮ���뼸��û��Ӱ�졣
���ñ�Ƶ��������������֧���ϵ����������������ܽ���������������������������������ˮ�пɽ����л�������ΪCO2��H2O����������NH4+-N����ΪNO2--N��NO3--N����ˮѭ���������ײ���ԭˮ���ʱ��ȱ��״̬���������еķ�����ϸ������ԭˮ�е�COdΪ̼Դ����NO2--N��NO3--N������ΪN2��ʣ���COd��NH4+-N�ص���Ͳ���Ͻ����������ʵ��������Ӧ���е�ͬ������������������û��NO2--N��NO3--N �Ļ��ۣ��ڳ�������Ҳ������Ϊ����������N2Ӱ��������ܡ��ײ�ȱ�����ڳ���ʱ��������ѡ���������ã�����Ч�����������͡���Ӧ���ȶ�����ʱ�����ýϵ͵����ฺ�ɣ������䳤������������ϸ���ĸ�������ʣ���������١���Ӧ�������������豸����Ҫ�������2 ��ʾ��

3 �ർ��Ͳ������ѭ����Ӧ������������
3. 1 ��Ӧ��������
������ˮ���豸���Ժ�ʼ�����ർ��Ͳ������ѭ����Ӧ��������ǰ��������UASB ��Ӧ����������Ӧ�����ɷ�ˮ�����ȶ���28��35�棬���¶����������������
���ý����������ʽ��������ԭˮע�뷴Ӧ���������߶ȣ�����72 h��COdŨ�ȴ�11 200 mg/L����4 800 mg/L ����Ӧ����Ͷ�Ӻ�ˮ��Ϊ90%�ĺ���ѹ������Լ8 t����Ӧ����ʼMLSS Ϊ260mg/L ���ҡ����ݿ������ฺ�ɵIJ�ͬ����������̷�Ϊ���������������������������Ρ�
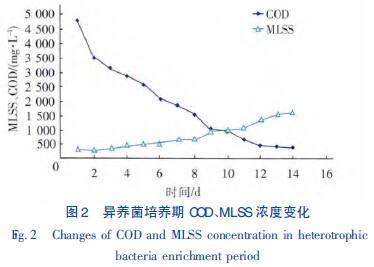
���¶����ˡ��ܽ�������ͽϸߵ����ฺ�ɵ������£��������ܹ����÷�ˮ�е�COd������������ֳ�������ڷ�Ӧ����MLSS ����������COd�������½������ó�Խ����ԭˮ�ķ�ʽ���������Ӧ����̼Դ�������������������뷴�����������������ڷ�Ӧ����COD��MLSS ��Ũ����ʱ��ı仯��ϵ��ͼ2 ��ʾ����������Զ���Ʒ��ˮ��Ӧ���ã���Ӧ�ڶ����ˮ��COdŨ�ȴ�4 800 mg/L ����3 500mg/L�����ڽ���������̫�ͣ���Ӧ�����л����ɹ��ߣ����»�������ճ���������࣬��Ӧ������������ɫ��ĭ���ֳ����ý��ͷ�Ӧ��Һλ���������ݵ��ֶ�������ĭӰ�죬�������������㣬�ڵ�������ĭ��ʧ��ǰ9 �췴Ӧ�����ฺ��ʼ����1kgCOD/(kgMLSS��d) ���ϣ�9 ���Խ����ԭˮ����Ӧ����ά�ִ����ฺ�ɣ���������������������������14 �����������Ӧ����COdŨ�Ƚ���400 mg/L ���£�MLSS ������1 500 mg/L ���ϡ�
�ϸߵ����ฺ��������������������ֳ�����������Dz��������������������ӵ�15 �쿪ʼ��Ӧ��������ԭˮ�ij�Խ������������������ˮ����������ˮCOdŨ��Ϊ800��1 400 mg/L��NH4+-NŨ��Ϊ185��270 mg/L�������л����ɿ�����0��2kgCOD/(kgMLSS��d) ���ҡ��˹������������ͼ3��ʾ��
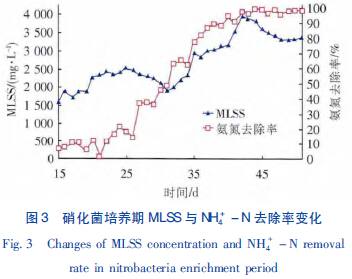
����MLSS �ʻ����������ƣ����ϳ�ʱ��������У�����25 ��ʱMLSS ��ʼ�½�����NH4+-Nȥ����Ҳ�ڴ˽�������50%�������ڽϵ����ฺ���£�����������ֳ��һ������������30 ��ʱ�������ˮ�������ˮ������Խ����ԭˮ�����ฺ������0��5kgCOD/(kgMLSS��d) ������Ũ�Ⱥ�NH4+-Nȥ���ʷֱ��ȶ�������3 947 mg/L ��96��8%��Ϊά�ַ�Ӧ��������Ũ���ȶ�������ԭˮ�ij�Խ���������ฺ�ɿ�����0��25��0��35kgCOD/(kgMLSS��d) ��MLSS �ȶ���3 000��3 500 mg/L����Ӧ�������������нΡ�
3. 2 ��Ӧ�������з���
������400 ����ȶ����У���Ӧ�����������й���Ϊ: ����ˮ��Ϊ1 800 m3/d����ˮCOdŨ��Ϊ800��1 000 mg/L��NH4+-NŨ��Ϊ185��270 mg/L��ˮ��Ϊ(31 ��3)�棬��Ӧ������190 min����������ˮ50 min������ʱ��Ӧ���ϲ�DO ֵά����1��5 ��2��5 mg/L���ײ��ܽ���Ũ��Ϊ0��5��1 mg/L������ʱDO ֵԼΪ0��5 mg/L������Ũ�ȿ�����3 000��3 500mg/L��������ԼΪ45 d���л����ฺ��ά����0��16�� 0��2kgCOD/(kgMLSS��d) ��NH4+-N���ฺ��ԼΪ0��05kg NH4+-N/(kgMLSS��d) ��C/N ԼΪ4����COD��NH4+-N��ȥ���ʷֱ�Ϊ70%��95%����Ӧ�������������Ϊ6��25 mg NH4+-N /(L��h) ��������������Σ���ˮ��NO2--N��NO3--N ��С��0��5 mg/L������ʱ��δ�����֤����Ӧ���н�����ͬ��������������TN ȥ����ԼΪ98%��
������ѭ����Ӧ������ʱ�����ܶ�Ϊ29��7 W/m3�������й���ԼΪ1 884 kW��ƽ�����Ϊ0��84Ԫ/m3���˹���Ϊ0��2 Ԫ/m3�����ദ����Ϊ0��2 Ԫ/m3����ҩ�����ã�ֱ�����з���ԼΪ1��24 Ԫ/m3��������ˮ����ϵͳ�к������ֵ�λ����ˮ����ռ�����Ϊ0��126 m2/m3��
4 �ܽ�������
�ٲ��âh17 m�� 15 m �Ķർ��Ͳ������ѭ����Ӧ������1 800 m3/d����Ʒ��ˮ����������ˮ������50 ����ĵ��ԣ���Ӧ���ﵽ���Ҫ���ȶ����нγ�ˮCOD��350 mg/L��NH4+-N��10 mg/L��TN��10 mg/L�������㵱�ء���ˮ���������ˮ��ˮ�ʱ���(CJ 343��2010 ) ���������������Ϊ6��25 mg NH4+-N/(L��h) �����ܵ�������ȥ������ߴ�98��8%��Զ���ڱ�Ҫ��
�ڷ�Ӧ�������κͳ����η�Ӧ����NO2--N��NO3--NŨ�Ⱦ�С��0��5 mg/L������ͬ���������������̡��Ʋ�ԭ��Ϊ��Ӧ���ڲ��������γɺ���/ȱ�������д���������������ų���������������������������ã��д���һ����֤����
�۷�Ӧ����λ����ˮ��ռ�����Ϊ0��126m2/m3��ռ�����С��������ͨ��ѹ�����������������Ϊ1��24 Ԫ/m3����Ӧ���ڲ��ṹ�������������Զ����̶��ߣ������ȶ��������õ��治��������ʹ�á�
�ܴ���Ŀ������ʽ������Ӧ���ɹ�Ӧ���ڹ�ҵ��ģ�ķ�ˮ�ѵ��������̣�Ӧ��һ���Է�Ӧ���������ʡ�ѭ������������Ч���Ƚ����о����Է�Ӧ���Ż�����ṩ�������ݡ����⣬��MBR Ĥ��ˮ��ʽ��ϣ�ʵ�ַ�Ӧ������������ˮ���У�����������ˮ�ѵ����ף�Ҳ�ǽ�һ���о����ص㡣












