1.引言
随着我国石油化工技术的发展与进步,催化剂的品种日渐增多,生产规模相应扩大,而且我国的市场经济日渐完善,环保要求日益严格,要求我们提高催化剂的生产效率,减少废水的排放,由于技术和经济等原因,中石油系统催化剂厂工艺废水一直未得到有效的处理,如不加处理,直接影响到中石油公司的排污水合格率。为此,针对催化剂废水的水质特点,讨论研究催化剂生产废水的技术经济可行性。
中国石油兰州石化公司污水处理厂催化剂污水处理装置处理能力为650m3/h,负责处理催化剂厂所排放生产废水和炼油系统排出的高浓度有机、含硫、含酚废水,由于催化剂污水属高悬浮物、高氨氮废水,且含硅铝凝胶,不易沉淀,造成现有工艺二沉池出水悬浮物偏高,生化系统填料极易堵塞,影响系统处理效果,出水水质易出现波动。
为降低二沉池出水及最终产水的悬浮物、浊度含量,降低进生化系统进水的悬浮物含量,用电絮凝代替药剂絮凝,做催化剂污水处理的应用研究试验,以降低生化系统进水的悬浮物含量,以保证后续生化工艺出水的稳定性并满足达标排放要求。
2.电化学絮凝的处理效果
中国石油兰州石化污水处理厂催化剂污水存在主要问题是悬浮物、浊度、氨氮高的特点,需要进行降低去除。试验采用“三法净水"一体化设备对原水进行预处理,通过对一体化设备的缓冲池、沉淀池与出水的pH值、电导率、浊度、SS、COD、氨氮、总硬度以及二氧化硅进行测定,对比污水厂二沉池的MLSS,验证预处理的除悬浮物、无机颗粒、胶体等低浊度的效果,评价该工艺处理效果、工艺稳定性以及能耗等。通过试验考察技术的合理性和稳定性,为后续污水处理装置升级改造、处理工艺提供参考。
2.1 电化学絮凝一体化进出水数据分析由于催化剂污水成分复杂,按照中国石油兰州石化污水处理厂的实际要求,研究检验电絮凝法对催化剂污水悬浮物、浊度、COD、硬度、氨氮等污染物的去除效果,着重以SS、COD、氨氮、硬度、浊度的值来表征催化剂污水污染物的去除效果,并用上述指标分析电絮凝一体化设备在催化剂污水处理中的运行效果,分析论证电化学絮凝可否代替加药絮凝。
2.1.1 进出水悬浮物检测结果分析图1为一体化各部分取样与进水的悬浮物浓度对比,由于进水与一体化各部分结果差别较大,故采用对数法作图减小不同曲线的纵坐标差距。从图中可以看出原水进入一体化后,悬浮物去除明显,缓冲池开始就已有很好的去除效果,实际进水与出水的悬浮物浓度对比见图2。
电化学絮凝一体化对催化剂总入口进水有很好的去除效果,总入口进水的悬浮物浓度较高,最高浓度可达到5865mg/L,进水平均浓度为2583mg/L,出水悬浮物浓度降低很多,出水悬浮物平均浓度为7mg/L,平均去除率为99.73%。
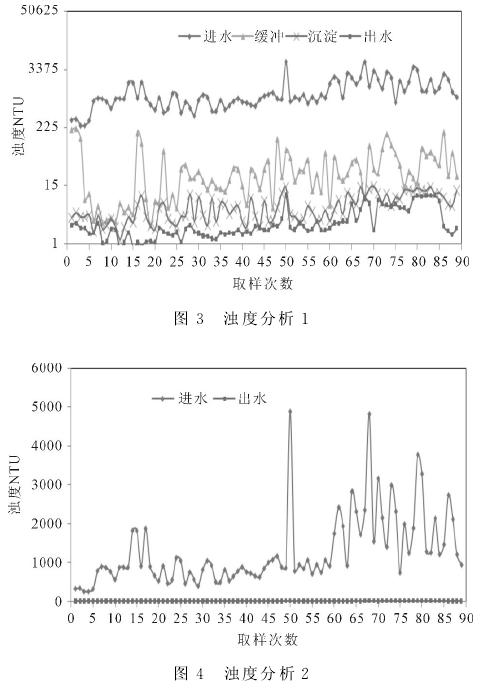
2.1.2 进出水浊度检测结果分析
图3为对数法作图,从图3可以清楚看出一体化对进水浊度有很好的去除效果,缓冲池、沉淀池、出水的浊度值依次减小。图4为进水与出水的浊度对比,催化剂总入口来水在试验进行到一半后起伏较大,但多介质过滤池对浊度的去除很稳定,进水的浊度平均值为1276NTU,出水浊度值较低,平均浊度值为3.07NTU,平均去除率为99.76%。
2.1.3 进出水COD检测结果分析
电化学絮凝一体化对催化剂进水的COD去除效果一般,对比一体化一览表可以看出COD去除一般是在进水偏碱性且pH值在9以上,还有部分出水的COD会升高,由于原水成分复杂,且不知原水具体成分,分析可能是原水某些物质在电絮凝和加药的过程产生还原性物质而使COD增加。统计进水COD平均值为180mg/L,出水COD平均值为115mg/L,平均去除率为36.11%,见图5。
2.1.4 进出水氨氮检测结果分析
催化剂污水的氨氮值一般会稳定在100mg/L,但试验期间出现了650mg/L的高氨氮废水,一体化的缓冲池和沉淀池取水测定氨氮值比较相近,出水的氨氮值会比进水有所降低。进水氨氮值平均为100mg/L,出水氨氮平均值为67mg/L,总体平均去除率在34%左右(图6)。
2.1.5 进出水硬度检测结果分析
从图7和图8可以看出进水的总硬度变化很大,高硬度时可达到997mg/L,低硬度时只有32.03mg/L左右,图7可以明显显示出水除硬的效果。催化剂总入口废水总硬度平均值为187.22mg/L,出水总硬度平均值为31.52mg/L,平均去除率为83.16%。
2.1.6 出水与一次加药、二沉池MLSS对比结果分析
从表1可以看出“三法净水"一体化出水悬浮物的浓度普遍低于一沉池一次加药和二沉池的MLSS,一体化出水水质较轻,已达到预处理出水SS的标准。
2.1.7 斜管沉淀池污泥含水率结果分析
斜管沉淀池污泥含水率为每周检测一次,从检测的结果来看,斜管沉淀池产生的泥量较少,含水量较大,只是后续处理时需要进一步浓缩,见表2。

2.1.8 电极消耗分析
“三法净水"一体化电絮凝中的Al电极于2013年10月称重装入设备中,有效运行时间约75d,电极初始重量135kg,中试试验终止清洗电极后称重实际重120kg,处理水量按每天50t计算,每天处理每吨水电极消耗量为4g,电极消耗速度较慢,可以保持稳定运行(表3)。
3.结论
(1)利用“三法净水"一体化设备对催化剂废水做试验,试验连续进行60d,设备运行稳定,处理效果明显。
(2)催化剂废水水质复杂多变,“三法净水"一体化由于不同功能区的共同作用,对进水的水质要求宽泛,即使水质波动较大也不会影响出水水质。在60d的试验中,“三法净水"一体化对催化剂总入口进水的悬浮物的平均去除率为99%,浊度的平均去除率为99.67%,COD的平均去除率为27.86%,氨氮平均去除率为34.73%,总硬度去除率为73.58%。
(3)“三法净水"一体化出水悬浮物较低,比兰州石化污水处理厂二沉池出水的MLSS低。一体化斜管沉淀池产泥量少,可以减轻后续污泥处理负荷。
(4)试验终止,每吨水电极消耗4g铝。
总体来看,此次试验过程中,“三法净水"一体化对催化剂总入口进水处理效果显著,且运行稳定,试验验证了采用电化学絮凝代替药剂絮凝的可行性,采用电化学絮凝代替药剂絮凝剂运行成本可大大降低,仅为药剂絮凝的1/10,其中一些重要指标,如悬浮物、浊度去除率都在99%以上,总硬度的去除率在70%以上,为后续生化提供了良好的进水水质环境,也为工程化应用提供了有参考价值的设计参数。














