某大型化工公司热电厂配置2台75t/h、1台130t/h、1台240t/h循环流化床锅炉,1台12MW汽轮发电机组,为全公司数套化工生产装置供3种不同规格的蒸汽和部分电力。其中2台75t/h、1台240t/h锅炉原始排放NOx浓度在200~350mg/Nm3(干态,6%氧气),1台130t/h锅炉在现有的原始排放NOx浓度500~600mg/Nm3(干态,6%氧气)。按照《火电厂大气污染物排放标准》(GB13223-2011)规定:自2014年7月1日起,现有火力发电锅炉及燃气轮机组,现有循环流化床火力发电锅炉NOx排放值应控制在200mg/Nm3以内。因此进行锅炉脱硝技术应用研究,选择合适的脱硝技术实施改造已迫在眉睫。
2锅炉烟气脱硝及氨水制备技术路线的选择
2.1锅炉烟气脱硝技术路线的选择
在锅炉脱硝技术的选择上,通过对主要烟气脱硝工艺技术进行分析、比较、研究,根据不同的脱硝工艺技术特点,结合循环流化床锅炉NOx排放的具体情况,确定采用适合循环流化床锅炉的SNCR脱硝技术。SNCR脱硝工艺技术原理是在炉膛或烟道合适温度(850~1000℃)的位置喷入氨基还原剂(或尿素),无需催化剂,利用还原剂释放出的NH3将烟气中的NOx还原为无害的N2和H2O。因循环流化床锅炉炉膛温度较低,在850~900℃之间,燃烧生成的氮氧化物主要是燃料氮氧化物,一般在300mg/Nm3左右。循环流化床锅炉采用SNCR脱硝技术即可获得70%以上的脱硝效率,满足NOx实际排放浓度低于100mg/Nm3的排放要求,且SNCR技术对炉内工况基本无影响,并具有投资小,运行成本低特点,非常适用于循环流化床锅炉。
2.2氨水制备技术路线的选择
SNCR脱硝技术所用的还原剂一般为液氨、氨水和尿素等,在脱硝还原剂的选择上,综合考虑还原剂的储存条件、储存方式、制备过程中操作与控制、成本等因素,结合公司现有液氨储存系统和管理经验,及液氨稀释技术的发展情况,确定脱硝剂使用20%浓度左右的氨水,并采用以超级吸氨器为主体组成的液氨稀释系统来制备。
2.2.1传统液氨制备氨水工艺技术
由于液氨与水生成氨水是一个放热过程,放出的热量会使液氨气化,要产生液击现象,因此传统的液氨制氨水工艺是先将液氨气化,然后用强化器循环吸收制为氨水。国内大部分工业氨水生产装置都是采用排管式换热器,这种装置不能一次性制备出合格氨水,需要2台30kW左右的氨水泵,两个大的氨水制备贮槽及大量的冷却水,不断进行循环吸收,历时2h才能制备出合格氨水。其特点为:生产出合格产品需要时间长、电耗高、产量低、设备占地面积大,生产环境差。也有企业将排管式换热器改为液氨蒸发器石墨降膜吸收塔,较之排管式换热器有一定的改良,环境要好一点,但能耗大、冷却水用量大、设备多,生产强度受水温影响较大。
一部分生产量较少的装置,采用多个可承压贮槽串联吸收液氨,各贮槽需要采用阶梯型布置或槽之间串氨水泵,通入液氨,再进行静置降温后使用。还有一部分氨水用量很少的氨水用户,采用的是非常原始的方法,就是用水淋方式将液氨汽化,再直接通入软水中或去离子水中吸收,该方法氨的损失较大。
以上传统液氨制备氨水的工艺,或因为受温度的限制,生产设备多、生产周期长且要占用相当大的场地,设备故障率相对较很高,或系统相对较为简单,但氨损失均相当严重,生产现场气味很大,操作工人的身体易受到伤害。
2.2.2以超级吸氨器为主体组成的液氨稀释系统技术
以超级吸氨器为主体组成的液氨稀释系统,其生产原理为:软化水、液氨按比例进入超级吸氨器,直接不循环吸收得到所需浓度的工业氨水。该系统不再需要循环制备增浓,单程即可制备浓度高达30%的氨水,可与SNCR脱硝主体工程的氨水输送系统统一整体布置。
2.2.3.超级吸氨器的工作原理
液氨稀释系统的核心设备超级吸氨器,是一种超速反应吸氨器,可以将液氨与工艺水按比例快速混合不循环吸收为用户提供所需浓度的氨水,其工作原理见图1。超级吸氨器内部结构为板式换热器,材质是不锈钢的,本体为密闭结构,其内部设有隔板,将吸氨器本体隔为三个空间,并在隔板底部相连通,每个空间相当于一个换热器,每个换热器均由数片波板组合而成,每个换热器均有相互交错隔离的两个流道,分别输送两种不同的换热介质。第3换热器上端的吸氨器本体上设有脱盐水进口,在脱盐水入口一端设有氨气进口、循环冷却水出口,连接氨气进口设有带孔的喷氨管和氨水分布器,便于氨水均匀分布进入换热器内。
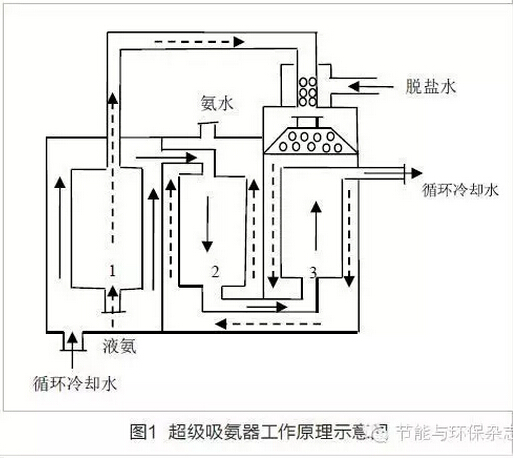
成品氨水出口设置在第2换热器上,第1换热器设有液氨进口和循环冷去水进口。液氨从设备液氨进口进入后,被均匀的分配到波纹板换热器中,在换热器中液氨与循环水换热气化,气化后的氨通过入喷氨管与脱盐水混合,并通过氨水分布器均匀地进换热器内。超级吸氨器采用分布器多点注氨,形成多界面的高效混合过程,大大加快了液氨溶解的速度,提高氨水制备效率。为了达到更好注入效果,需要在氨水分布器的分配支管上适当开孔,这样能有效保证混合效果。通过在设备进水口设置脱盐水调节阀门来控制脱盐水的流量,利用脱盐水水流量调节配置不同浓度的氨水。液氨溶解于水的过程中将产生大量的热量,用循环冷却水将液氨溶解过程中产生的热量移走,得到浓度30%以下的任何浓度合格的氨水。
超级吸氨器是一种既环保又节能的生产设备,其特点为:①混合的过程与移热的过程同时进行,设备紧凑,体系温度稳定,氨水浓度控制灵活,不会出现超温超压现象,设备运行安全。②超级吸氨器内部结构为板式换热器,运行安全可靠。③占地面积少,主体为1个长、宽不到1m,高2m左右的箱体。
3液氨稀释系统技术方案
3.1液氨稀释系统规模及性能指标的确定
4台锅炉采用SNCR脱硝技术实现达标排放,则所需20%的氨水用量为800kg/h,考虑设计余量和运行方式的灵活选择,确定了液氨稀释系统的处理能力为对350kg/h的液氨进行稀释,氨水生产能力为1.75t/h,液氨稀释后的氨水浓度为20%,浓度波动范围为18%~22%。
3.2液氨稀释系统工艺流程优化设计
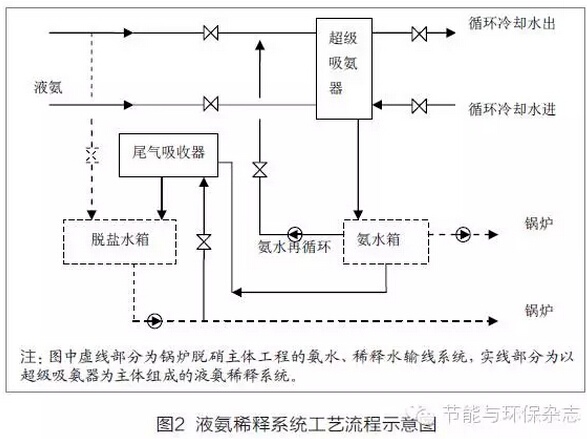
自化学水装置外供脱盐水母管引出以DN32的管线作为液氨稀释用水,经调节阀、流量计控制流量送入超级吸氨器,液氨取自热电装置现有锅炉给水加药系统液氨管线,通过调节液氨调节阀减压后的压力间接控制液氨流量进入超级吸氨器,与脱盐水在超级吸氨器内混配为所需浓度的工业氨水。配置好的氨水进入锅炉烟气脱硝主体工程的氨水储槽,通过氨水输送系统供锅炉脱硝使用。生产过程中产生的由液氨带来的少量不凝性气体夹带氨气从氨水贮槽中排出,进入尾气净化器由少量脱盐水净化回收其中的氨气后排入大气排放。净化用脱盐水来自锅炉脱硝主体工程稀释水泵出口管的分流支管。
液氨稀释过程中放出大量的热,需要冷却循环系统降温。循环冷却水用水接自锅炉风机冷却水母管,氨溶于水中放出的大量热量被循环冷却水带出送凉水塔冷却后循环使用。冷却循环水的流量要求进水温度30℃左右,出水温度不超过45℃。为保证超级吸氨器的安全运行和生产能力及运行方式的灵活选择,增设了氨水再循环系统,确保装置在低负荷连续运行时超级吸氨器内布水均匀。以超级吸氨器为主体组成的液氨稀释系统工艺流程见图2。
以超级吸氨器为主体组成的液氨稀释系统对传统的氨水生产工艺具有以下优点:
(1)系统无氨泄漏由于液氨稀释系统是一个完全封闭的系统,唯一出口是氨水储槽的排气孔(见图2)。但吸氨器系统中的尾气吸收器会对这里排出的含氨气体进行再次回收,保证排出的尾气满足国家废气排放标准。这对操作工人的身心健康及环境保护起到了很好的作用,而且由于没有氨尾气排放,也就没有氨的损失,整个系统既环保又节能。
(2)可快速、安全生产氨水由于超级吸氨器具有快速不循环制氨水的特性,并且超级吸氨器的氨水出口直通到氨水储罐,而氨水储罐通过尾气吸收器与大气相连,除液氨进口需要0.15MPa以下的工艺压力外,整个系统完全属于低压运行,因此液氨稀释系统不仅可快速生产氨水,且安全可靠。
3.3液氨稀释系统运行调节控制方案
液氨稀释系统运行调节控制采用DCS系统在控制室操作,即可手动操作,稳定后又可投入自动控制,并设有连锁及控制功能。系统设置主要监控测点有:脱盐水供水压力和流量、液氨总管压力及流量、减压后液氨压力、氨水温度与密度及氨水浓度、氨水再循环流量。
系统连锁及控制功能如下:①当冷却水出口温度>50℃时,系统报警;当冷却水出口温度>55℃时,系统紧急停车。②当冷却水温差大于15℃时报警;温差小于5℃时报警。③当氨水温度>30℃,系统报警;氨水温度>30℃>35℃时,系统紧急停车。④液氨减压后压力大于0.3MPa时,系统紧急停车。⑤当脱盐水流量小于0.5m3时,系统紧急停车。⑥当氨水储罐液位高于2m时,系统报警;高于2m时,系统紧急停车。⑦氨水浓度偏离规定值±1%时报警。
4实施中的改进措施及运行效果分析
以超级吸氨器为主体组成的液氨稀释系统改造周期为两周,主要包括土建、设备安装、调试、投料试运行。在试运行过程中结合现场条件,进行了如下改进及运行分析:
(1)在循环水进水管道上加设管道泵,以确保循环冷却水的流量,控制循环水出水温度在45℃以下,氨水温度在25℃以下,以防超级吸氨器内因超温结垢。
(2)氨水浓度显示由密度仪取值及氨水温度取值,通过氨水密度表对应显示。在调试过程中发现在线氨水浓度与人工分析成品氨水浓度相差较大,在线氨水浓度为10%~12%,而人工分析氨水则为18%~20%,经过多次分析对比,并进行密度仪、氨水温度表的校对,以及对氨水密度表调整校核,实现了在线氨水浓度与人工分析氨水浓度差别稳定在2%。
(3)氨水出口阀须保持常开,氨水出口到氨水储罐及尾吸器、排气口要保持畅通,防止系统憋压,损坏设备。
(4)发生任何异常现象,首先关闭液氨气动球阀、液氨调节阀,10s后关闭脱盐水。
(5)运行过程中密切观察脱盐水、循环水运行情况,包括流量、压力、温度,发现异常要立即关闭液氨阀门,待问题处理后再开机。
2015年年初经过半个多月的调试及运行,以超级吸氨器为主体组成的液氨稀释系统和SNCR锅炉烟气脱硝系统成功投用,所配置的氨水稳定在18%~22%,烟气NOx排放浓度小于100mg/Nm3,最低可达到26mg/Nm3,满足《火电厂大气污染物排放标准》(GB12145-89)最新环保要求,实现了达标排放。3号锅炉由于原始NOx排放浓度略高导致脱硝成本显著偏高,为了进一步降低脱硝成本,目前正在进行3号锅炉降硝改造,即对现有锅炉配风系统和燃烧系统进行优化改造,采用炉内空气分级燃烧、低温燃烧等方法实现低NOx燃烧,使锅炉出口NOx浓度尽可能控制在300mg/Nm3以下,在保证锅炉烟气脱硝达标排放和实现长周期稳定运行的前提下,尽可能降低脱硝成本。
5结束语
超级吸氨器在锅炉脱硝改造中的成功应用,解决了传统氨水制备系统不能快速制备不同浓度氨水、设备多、系统复杂、运行操作繁琐、占地面积大等的问题。另外,超级吸氨器是一个能效高、反应高效与换热高效的设备,出口氨水温度在不超负荷工作时可比冷却水温度低10~15℃,因此夏天氨水温度可低于冷却水温度10℃以上,也就没有在浓度高时的不断蒸发损耗或无法制备高浓度氨水的问题了。并且配套的尾气吸收器,由于液气比大,可将装置唯一排放口气体中的氨完全吸收干净,经尾器吸收后的水再作为锅炉脱硝主体工程的稀释水或超级吸氨器的吸收剂,从而无外排之虑,也就不存在传统工艺的贮槽吞吐氨损失了。目前超级吸氨器单机每小时可吸收转化0.38~10t/h(液氨量),因此在化工、锅炉脱硫、脱硝改造等领域内有很好的应用前景。














