[拼音]:pingban boli
[外文]:plate glass
平板状玻璃制品的统称。其化学成分一般属于钠钙硅酸盐玻璃,组成范围是:SiO270~73%(重量,下同);Al2O30~3%;CaO6~12%;MgO0~4%;Na2O+K2O12~16%。它具有透光、透明、保温、隔声,耐磨、耐气候变化等性能。平板玻璃主要物理性能指标:折射率约1.52;透光度85%以上(厚2毫米的玻璃,有色和带涂层者除外);软化温度650~700°C;热导率0.81~0.93瓦/(米·开);膨胀系数9~10×10-6/开;比重约2.5;抗弯强度16~60兆帕。
分类
平板玻璃按厚度可分为薄玻璃、厚玻璃、特厚玻璃;按表面状态可分为普通平板玻璃、压花玻璃、磨光玻璃、浮法玻璃等。平板玻璃还可以通过着色、表面处理、复合等工艺制成具有不同色彩和各种特殊性能的制品,如吸热玻璃、热反射玻璃、选择吸收玻璃、中空玻璃、钢化玻璃、夹层玻璃、夹丝网玻璃、颜色玻璃等(见新型建筑玻璃、安全玻璃)。
普通平板玻璃即窗玻璃,一般指用有槽垂直引上、平拉、无槽垂直引上及旭法等工艺生产的平板玻璃。厚度通常为2、3、5、6、8、10、12直至19毫米等,用于一般建筑、厂房、仓库等,也可用它加工成毛玻璃、彩色釉面玻璃等,厚度在5毫米以上的可以作为生产磨光玻璃的毛坯。
压花玻璃表面具有美丽的花纹、图案,因表面凹凸不平引起光的漫射,能透光而不透明。压花玻璃主要采用压延法生产,其品种有无色、彩色、吸热、套色以及不同花纹图案等,通常用于室内装饰、门窗及要求采光而不要透明的场所。
磨光玻璃和浮法玻璃是用普通平板玻璃经双面磨光、抛光或采用浮法工艺生产的玻璃。一般用于民用建筑、商店、饭店、办公大楼、机场、车站等建筑物的门窗、橱窗及制镜等,也可用于加工制造钢化、夹层等安全玻璃。
成型方法
平板玻璃的主要成型方法有手工成型和机械成型两种。
手工成型主要有吹泡法、冕法、吹筒法等。这些方法由于生产效率低,玻璃表面质量差,已逐步被淘汰,只有在生产艺术玻璃时采用。
机械成型主要有压延、有槽垂直引上、对辊(也称旭法)、无槽垂直引上、平拉和浮法等。
压延法是将熔窑中的玻璃液经压延辊辊压成型、退火而制成,主要用于制造夹丝(网)玻璃和压花玻璃。
有槽垂直引上法、对辊法、无槽垂直引上法等工艺基本相似,是使玻璃液分别通过槽子砖或辊子、或采用引砖固定板根,靠引上机的石棉辊子将玻璃带向上拉引,经退火、冷却、连续地生产平板玻璃。平拉法是将玻璃垂直引上后,借助转向辊使玻璃带转为水平方向。这些方法在70年代以前是通用的平板玻璃生产工艺。
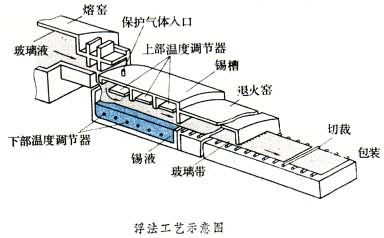
浮法是将玻璃液漂浮在金属液面上制得平板玻璃的一种新方法,是英国皮尔金顿公司于1959年研究成功的新工艺。它是将玻璃液从池窑连续地流入并漂浮在有还原性气体保护的金属锡液面上,依靠玻璃的表面张力、重力及机械拉引力的综合作用,拉制成不同厚度的玻璃带,经退火、冷却而制成平板玻璃(也称浮法玻璃)。由于这种玻璃在成型时,上表面在自由空间形成火抛表面,下表面与焙融的锡液接触,因而表面平滑,厚度均匀,不产生光畸变,其质量不亚于磨光玻璃。这种生产方法具有成型操作简易、质量优良、产量高、易于实现自动化等优点,80年代已被广泛采用。如果在锡槽内高温玻璃带表面上,设置铜铅等合金作阳极,以锡液作阴极,通以直流电后,可使铜等金属离子迁移到玻璃上表面而着色,称作“电浮法”。也可以在锡槽出口与退火窑中间,设热喷涂装置而直接生产表面着色的颜色玻璃、热反射玻璃等(见图)。