[拼音]:rechengxing
[外文]:thermo-forming
将热塑性塑料(见热塑性树脂)片材加工成各种制品的一种较特殊的塑料加工方法。片材夹在框架上加热到软化状态,在外力作用下,使其紧贴模具的型面,以取得与型面相仿的形状。冷却定型后,经修整即成制品。此过程也用于橡胶加工。近年来,热成型已取得新的进展,例如从挤出片材到热成型的连续生产技术。在市场上,热成型产品越来越多,例如杯、碟、食品盘、玩具、帽盔,以及汽车部件、建筑装饰件、化工设备等。热成型与注射成型比较,具有生产效率高、设备投资少和能制造表面积较大的产品等优点。用于热成型的塑料主要有聚苯乙烯、聚氯乙烯、聚烯烃类(如聚乙烯、聚丙烯)、聚丙烯酸酯类(如聚甲基丙烯酸甲酯)和纤维素(如硝酸纤维素、醋酸纤维素等)塑料,也用于工程塑料(如ABS树脂、聚碳酸酯)。热成型方法有多种,但基本上都是以真空、气压或机械压力三种方法为基础加以组合或改进而成的。
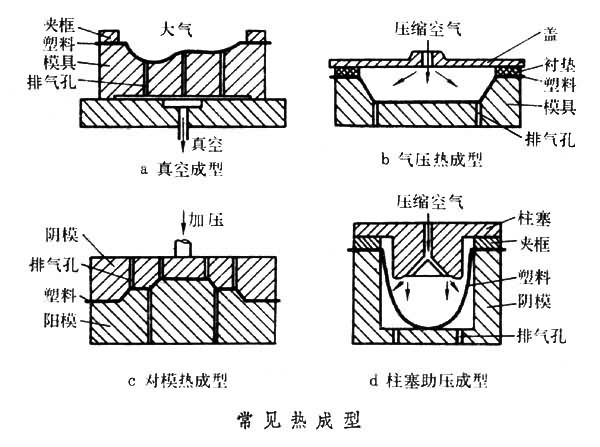
(1)真空成型 采用真空使受热软化的片材紧贴模具表面而成型(图a)。此法最简单,但抽真空所造成的压差不大,只用于外形简单的制品。
(2)气压热成型 采用压缩空气或蒸汽压力,迫使受热软化的片材,紧贴于模具表面而成型(图b)。由于压差比真空成型大,可制造外形较复杂的制品。
(3)对模热成型 将受热软化的片材放在配对的阴、阳模之间,借助机械压力进行成型(图c)。此法的成型压力更大,可用于制造外形复杂的制品,但模具费用较高。
(4)柱塞助压成型 用柱塞或阳模将受热片材进行部分预拉伸,再用真空或气压进行成型(图d),可以制得深度大、壁厚分布均匀的制品。
(5)固相成型 片材加热至温度不超过树脂熔点,使材料保持在固体状态下成型。用于 ABS树脂、聚丙烯、高分子量高密度聚乙烯。制件刚性、强度等都高于一般热成型产品。
(6)双片材热成型 两个片材叠合一起,中间吹气,可制大型中空制件。