摘要:石油化工废水的特点是含有大量油、硫化物的有毒有害物质和难降解的污染物等,通过预处理及二级生化处理后,基本可以达到排放要求。但要达到回用目的,必须进行深度处理。在各种处理手段中,采用MBR技术是简捷有效的,尤其用于改造工程。利用膜的选择透水性,实现曝气池中生物的富集,使生物处理效率大幅度提高。根据工程实践结果证明,运行效果稳定,出水水质好。
我国是一个水资源十分短缺的国家,水资源总量约为2.8万亿m3,人均水资源占用量仅占世界平均水平的1/4,属贫水大国[注3]。
目前全国取水量已达到5 500亿m3/a,占世界全部取水量的12%。作为经济高速发展中的大国,我国正常年份需水量约为6 000亿m3/a,而各种水利设施供水能力约为5 600亿m3/a,正常年份缺水量约为400亿m3/a。加之大部分水体受到不同程度的污染,水源危机严重制约了我国经济社会的发展。从1998年到2004年,我国石化企业的耗水量和排水量虽有大幅度的下降,但与国际水平相比仍有较大差距。我国石化系统节水还有很大潜力[1]。
1石油化工系统用水现状分析
分析石油化工系统用水结构可知: 工艺装置直接用水约占总用水量的10%以内,循环冷却水的补水约占45%,化学水制备约占40%。石油化工系统的污水处理目前均采用“调节均质―隔油―气浮―生物化学处理―后处理”的大流程。其中生化处理可根据不同水质和处理要求,采用各种形式的曝气池和氧化沟等活性污泥法; 也可以选择各种形式的生物滤池和生物转盘的生物膜法; 对高浓度有机废水,还可以选择不同床层的厌氧处理法; 对有除磷除氮特殊要求的可以选择A/O、A2 /O、SBR、稳定塘等。总之无论采用哪一种处理流程,都可以处理达到符合排放标准。
为了实现“取水量最少、排放量最低”的目标,将已经处理到符合排放标准的水进一步深度处理,达到石化企业的用水标准,代替部分新鲜水,无疑是污水资源化的唯一途径。
2 近年来回用水的发展情况
国外回用污水工程起步于二十世纪初期,先是将生活污水进一步处理后,用于农田灌溉; 后来则回用于工业生产,如炼钢的冷却水等。美国、日本、以色列、沙特阿拉伯、南非、墨西哥等国已逐渐形成一定的规模,每年回收污水量达94 亿m3。
我国回用水起步较晚,开始时只能将污水回用于农田灌溉。直至1992 年在大连开始建设污水示范工程后,才逐渐展开。到2001 年年底,全国已建成二、三级污水处理厂300 多座。每天可提供回用水达1 475 万m3。到2006 年已达到4 000万m3。工业回用水的处理比较复杂,工业废水经二级处理后一般能够满足排放标准,但主要水质指标仍不能满足回用要求,特别是回用到锅炉用水的要求。
3 回用水的水质标准
回用水的用途不同,水质标准也不同。现以回用于循环冷却水系统的补充水和城市杂用水为例,列出其水质指标。如果用做锅炉用水,则应根据不同压力类型,选择不同的水质指标进行深度处理。
3. 1 循环冷却水系统的补充水水质
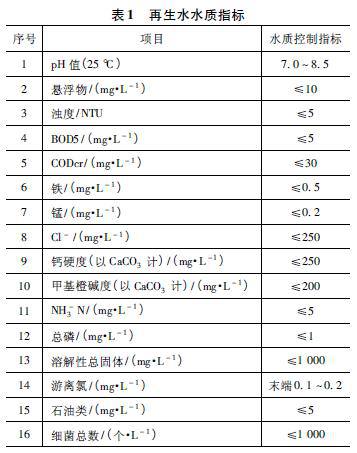
作为间冷开式冷却系统的补充水时,其水质应符合《工业循环冷却水处理设计规范》( GB50050 - 2007) 中规定的再生水水质标准。如表1 所示。
3. 2 杂用水水质
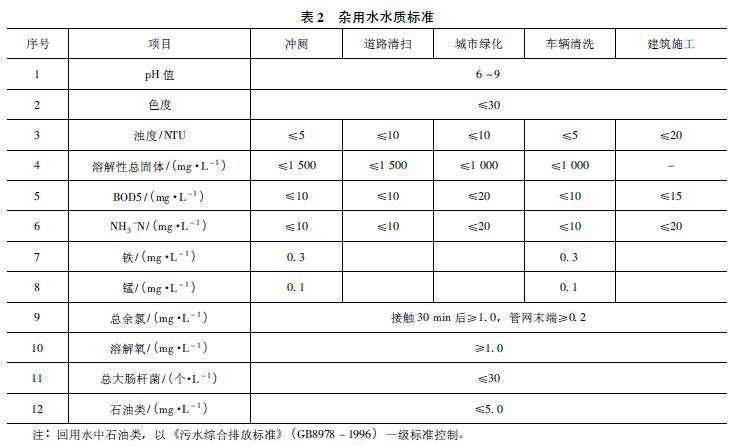
作为企业内部杂用水的水质应符合《城市污水再生利用城市杂用水水质标准》( GB /T18920- 2002) 见表2。
4 回用水处理技术
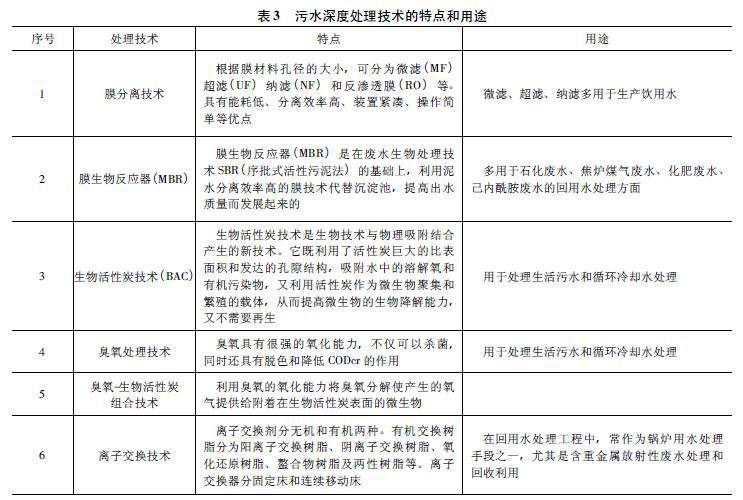
随着水处理技术的发展,用于回用水处理的技术在不断成熟与完善。目前深度处理技术主要有膜分离、膜生物反应器、生物活性炭吸附、臭氧氧化和离子交换等。回用水深度处理方法很多,选用什么处理流程,应视水质和回用水的用途进行合理的选择和匹配。各种方法的特点和用途,如表3 所示。
5 MBR 法处理回用水的可行性
膜生物反应器技术是污水传统生物处理技术与膜分离技术相结合的产物。它有分置式( 或称旁流式) 和一体式( 或称浸没式) 两种。以一体式为例,就是将膜组件直接浸在曝气反应池中,通过透过侧的抽吸形成膜两侧的压力差,进行泥水分离。利用膜的选择透水性,实现曝气池中生物的富集,使生物处理效率大幅度提高,经过处理后可得到回用水。
在我国,石化废水二级处理多采用生化处理方法,且多为活性污泥法。尤其近年来很多企业采用SBR 法,这都为采用MBR 法提供了有利条件。
MBR 法的优点主要有以下几点:
( 1) 在MBR中污泥龄( SRT) 和水力停留时间( HRT) 是完全独立的,可以在短的停留时间和长的泥龄情况下操作。
( 2) 由于膜的截留作用,可以使反应器中的生物浓度很高。在城市废水处理中,污泥浓度可达25 000 mg /L,在某些工业废水处理中,甚至可高达80 000 mg /L,因此其抗冲击负荷能力很强。
( 3) 可以实现生物富集和共代谢作用。可以使污水中世代周期很长的微生物,如硝化细菌等得到有效截留,从而有效地降解水中的氨氮。而大量微生物聚集在一起的共代谢作用,可以使一些难降解的有机物得到有效降解。
( 4) 由于生物处理后的泥水分离采用的是膜分离,因此不用担心传统生物处理技术出现的丝状菌繁殖、污泥上浮流失等问题操作更加简单方便。
( 5) 出水水质优异、稳定。
( 6) 对于新建污水处理场,其占地面积与传统工艺相比, 占地面积更小,约为传统工艺的1 /3 ~1 /5。如果对现有污水处理场进行改造,则可以在不增加构筑物的前提下,大幅度提高处理能力。
目前,MBR 存在两大问题: 一是膜孔堵塞和膜污染问题。膜孔堵塞可采用间歇抽吸法,即抽吸过滤8 min 后,停2 min,释放污堵物。利用曝气形成向上流动的气液混合物,使截留组分不易沉积在膜面上。至于膜污染问题,主要指膜的寿命。目前国内外都在研究抗污染膜,相信很快会有所突破。二是膜的价格问题。国外产的膜较贵,使用时间较长,而国产膜的品种和质量已有很大提高。一般情况下选择国产膜可以满足使用要求。随着膜技术的发展,膜的价格问题将不是制约MBR 推广使用的瓶颈。从以上分析可以明显看出,采用MBR 法用于石化污水处理并作为回用水,是一种合理的选择。
6 利用膜生物反应器处理废水的实例
6. 1 PTA 污水处理实例
某石化厂PTA 污水采用膜生物反应器和厌氧好氧循环运行的处理工艺,处理后出水基本可以达到循环水补水的要求,直接回用于循环水补充水系统[4]。其处理流程见图1 所示。
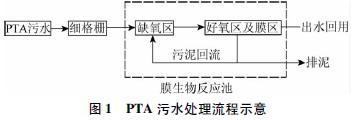
污水经0. 8 mm 的预过滤器后先进入缺氧区,经潜水搅拌器将缺氧区内的污水混合均匀,经潜水推进器推流进入好氧区,进行有机物好氧生化降解,好氧区的污泥经循环泵回流到缺氧区,达到不断循环的目的。
处理后的水经微滤膜由MBR 集水管汇集排出,全部悬浮物被截留在好氧曝气池中,维持池中污泥浓度为8 000 ~ 12 000 mg /L,而出水中的悬浮物近于零。为保证MBR 膜组件良好的通透性,维持稳定的出水,实施在线空气正洗和水反洗,化学反洗及化学清洗程序。该处理流程进出水水质见表4。

实际运行情况说明: 由于该膜生物反应器进水CODcr 值波动很大,从2 000 mg /L 可高达4500 mg /L 之多。但其处理效果仍稍高于回用水水质,并且基本稳定。进水NH3-N 值明显高于设计值,且有时出现高冲击负荷,而出水NH3-N 值仍控制在1. 0 mg /L 左右。说明膜生物反应器技术对NH3-N 的独特去除效果。
6. 2 己内酰胺污水处理实例
某石化公司是全国石化行业中己内酰胺重点生产单位之一,该厂污水中的主要污染物有环己烷、环己酮、己酮、有机酸、己内酰胺、氯氨等[4]。
工艺废水按照污污分治的原则,就地预处理、回收有用的资源并进行调质,回用于生产过程。预处理后的废水分别达到污水处理场与假定净水掺和后进行处理。其处理流程见图2。
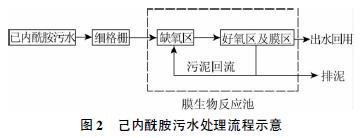
己内酰胺污水的CODcr 和NH3-N 含量较高,先经0. 8 mm 的预过滤器后进入缺氧区、好氧区,再经微滤膜由MBR 集水管排出回用。
由于采取了好氧生化处理工艺,使系统对有机物去除能力大幅度提高,CODcr 平均去除率达到97%。由于缺氧工艺的处理,使NH3-N 去除率达99%,其进出水水质见表5。
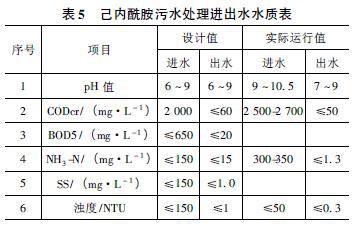
该生物反应器的进水CODcr 值存在一定的波动,但膜生物反应器的出水CODcr 值均能控制在50 mg /L 以下。NH3-N 值大部分时间均高于设计值,而出水NH3-N 值始终维持在1. 0 mg /L左右。
由于MBR 对水力负荷和有机负荷适应力强,因膜的高效截留作用,可以完全截留活性污泥,使得反应器污泥浓度高达12 000 mg /L,在调试过程中,CODcr 负荷曾出现过8 000 mg /L 高浓度,高出设计负荷4 倍,系统仍经受了考验。
6. 3 其他石化污水处理实例
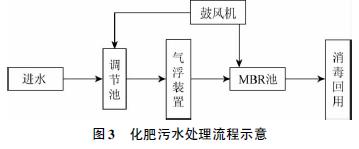
( 1) 山西某化肥厂以传统燃煤小氮肥生产合成氨工艺,主要工序有: 造气、脱硫、变换、脱碳( 碳化) 、压缩、精炼、合成、冷冻及氨储罐等工段,废水处理量为2 880 m3 /d。污水处理采用:混凝气浮+ MBR。于2007 年5 月建成,其流程见图3。
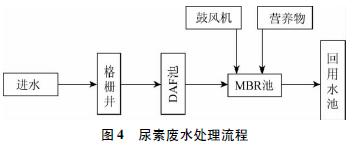
(2) 开封某化工厂主要有合成氨、尿素等产品。尿素工程包括造气、变换、脱硫、精脱硫、压缩、甲醇炼化、氨合成、冷冻、氢氨回收、甲醇精馏、甲醇罐区、液氨罐区、主装置、CO2压缩、尿素包装及成品库、造粒塔和锅炉房。废水处理量为5 000 m3 /d,采用工艺为格栅+ DAF +MBR。于2007 年7 月建成。其污水处理流程见图4。
进出水水质见表7。

( 3) 广东惠州某化工厂综合污水处理厂采用沉砂- 水解酸化- MBR 处理工艺,处理水量为25 000 m3 /d。于2007 年7 月建成,可节约新鲜水900 × 104 m3 /a。其处理流程见图5。
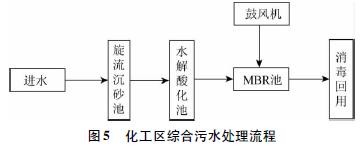
进出水水质见表8。

7 结语
( 1) 由上述实例可以看出: 由于膜技术的发展,以MBR 为主要技术手段处理石油化工废水用于回用,是一种比较现实和行之有效的方法。目前的生产实践证明: 经MBR 处理后的回用水,基本上可以满足杂用水水质要求。由于进水水质的影响,个别指标可能仍不能达标,建议将MBR与生物活性炭联用,完全可以达到循环冷却水系统的回用水和各种杂用水的水质指标。如果将回用水用于锅炉,可根据炉型的要求,选择反渗透、离子交换等工艺。。
( 2) 膜生物反应器的应用,目前仅仅是开始,尚需不断总结运行经验予以改进。也可结合今后的工程设计,在实践中不断总结经验。
( 3) 由于石油化工废水水质比较复杂,污染程度较高,为防止膜的污堵现象,除加强预处理外,还应加强抗污染,抗污堵膜的研究与生产,以延长膜的使用寿命。目前还应在保证膜的质量和强度的前提下,降低膜的成本。
( 4) MBR 的另一特点是可以在现有生化处理构筑物进行改造,这就为其推广创造了有利条件。(北京石油化工工程有限公司)













