印染废水是目前较难治理的工业废水之一,具有色度深、COD 浓度高、碱性大、有机成分复杂、含盐量高、可生化性差等特点。染料废水的处理方法主要包括生物氧化法、化学氧化法、活性炭吸附法、絮凝法和电化学法等。其中电化学方法由于具有效率高、反应条件温和、启动迅速、环境友好、操作简单、便于自动化控制、可与其他处理方法组合使用等优点,在难生物降解废水的处理方面表现出了高效的降解能力,日渐成为水污染控制领域中的一个研究热点。
电化学氧化技术是通过水中污染物在具有催化活性的阳极表面的氧化,从而达到去除废水中污染物的目的。析氧副反应是影响电化学氧化处理效果的重要影响因素之一,溶液碱性越强,析氧副反应越易发生,电流效率越低。传统的电化学法处理印染废水的最佳pH 值在3 左右,只适用于处理酸性废水。
针对多数印染废水偏碱性的特点,本研究采用混凝辅助电化学工艺处理橙黄G模拟染料废水,比较了不同支持电解质的处理效果,探讨了电压、初始pH、电解质浓度、电极间距和电解时间等因素对废水中橙黄G脱色率影响; 确定最佳电解质种类和最佳实验条件后,又考察了COD 随溶液初始pH 和电解时间的变化规律,以了解橙黄G在电解过程中的降解过程; 最后在最优条件下考察了废水可生化性的变化并进行了运行成本分析,为实际废水处理提供理论依据。
1 实验部分
1.1 实验材料和试剂
橙黄G,分析纯,结构式如图1 所示。
其他试剂均为分析纯。模拟废水pH 值用0.1mol/L H2SO4或0.1 mol/L NaOH 调节。
1.2 实验装置
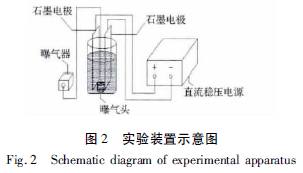
电化学实验装置如图2 所示,由直流稳压电源、石墨电极、自制反应器等组成。阴阳两极的表面积均为30 cm2,长宽分别为10 cm和3 cm,厚度为0.2cm,浸入溶液长度为8 cm。工作电流由DPS-305BM型直流稳压电源提供。
1.3 实验方法
模拟橙黄G溶液浓度300 mg/L,pH=6,COD =327.7 mg/L。采用分批式静态实验,每次进样200mL,加入一定量支持电解质并搅拌。在曝气条件下,分别改变电压、溶液初始pH、电解质种类及浓度、电极板间距、反应时间等参数进行实验。
从开启电源和曝气器时开始计时,实验结束后,离心分离,取上清液,调节pH 至9 左右,用定性滤纸过滤,以避免检测过程中铁离子的干扰,测定滤液中橙黄G和COD 浓度。
1.3.1 分析方法
pH 值的测定: 用PHS-3C 型精密酸度计直接测定。
吸光度的测定: 采用T6 新世纪型紫外可见分光光度计于478 nm 处测定吸光度。
COD 的测定: 重铬酸钾法(GB/T 11914-1989)。
BOD 的测定: 稀释接种法(HJ 505-2009)。
UV-Vis 测定: 用蒸馏水作空白液,扫描波长为230~560 nm,测定其吸收光谱。
1.3.2 橙黄G脱色率的计算
橙黄G脱色率= (1- At/A0)×100% (1)
式中: At――反应t min 后橙黄G在最大吸收波长(478 nm) 处的吸光度; A0――反应前橙黄G在最大吸收波长(478 nm) 处的吸光度。
2 结果与讨论
2.1 电解质种类的影响
目前,常用支持电解质为NaCl 和Na2SO4。本研究在极板间距为4 cm,电压10 V,反应时间为30 min,原水pH(pH=6) 条件下,研究不同Na 离子浓度对橙黄G脱色率的影响。
由图3 可知,NaCl 和Na2SO4浓度对橙黄G脱色率的影响比较显著,随着NaCl 和Na2SO4浓度的升高,橙黄G脱色率均增大。当Na 离子浓度分别达到0.085 mol/L 和0.060 mol/L 时,继续增加NaCl 和Na2SO4的量,脱色率提高均不明显。结果表明,在Na 离子浓度相同条件下,以NaCl 为电解质的脱色效果优于Na2SO4,并且随着Na 离子浓度的增加,NaCl 的优越性提高明显。这是因为NaCl 的加入会在电解池中产生间接阳极氧化:
2Cl-→Cl2+2e- (2)
Cl2+H2O→HOCl+H++Cl- (3)
HOCl←→H++ ClO- (4)
Cl2、HOCl 和ClO-均为活性氯物种,可与橙黄G发生反应,使染料发生氧化脱色。
HOCl(Cl2,ClO-)+染料→中间产物+H++e-(5)
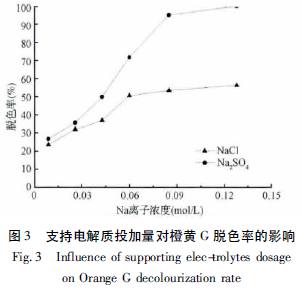
因此,本研究选择NaCl 作为支持电解质。由于当Na 离子浓度大于0.043 mol/L 时,反应过程中会有大量Cl2逸出,且处理后的溶液颜色呈浅绿色,因此综合考虑去除率、成本和二次污染问题,确定最适Na 离子浓度为0.043 mol/L,即NaCl 最适投加量为2.5 g/L。
2.2 混凝剂FeSO4・7H2O 投加量的影响
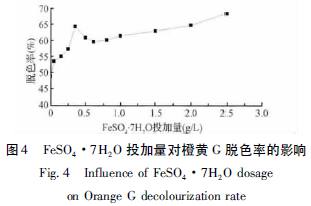
电压10 V,极板间距4 cm,反应时间为30 min,NaCl 投加量为2.5 g/L,在原水pH 条件下,考察不同FeSO4・7H2O 投加量对脱色率的影响。
由图4 可知,NaCl 与FeSO4・7H2O 组合使用时,橙黄G的脱色率随着FeSO4・7H2O 投加量的增加,先增大后减小,再缓慢增大。在投加量为0.35 g/L时达到一个峰值,较单独使用NaCl 时的脱色率提高15.4%,且电解处理完成后,溶液中有大量絮状物生成,而单独使用NaCl 时,处理后的溶液清澈透明无絮状物生成。分析原因可能是FeSO4・7H2O 的加入一方面提供Fenton 反应所需少量Fe2+,催化阴极产生的H2O2生成・OH ; 另一方面大部分Fe2+在溶液中被氧化为Fe3+,由于电解过程中产生的Cl2不断溶于水,使溶液的pH 值逐渐降低,当pH=4 时,Fe3+易形成[Fe(OH) ]2+,[Fe(OH)2]+ 或者过氧羟基复合物,这些絮体有很大的表面积,有利于溶解性有机化合物被快速吸附和俘获阴离子胶体颗粒,随后沉淀于反应器底部,即形成混凝作用。随着FeSO4・7H2O 的投加量的增加,凝聚作用吸附沉淀的有机物增多,橙黄G的脱色率也随之增大。但当Fe2+的浓度过高时,容易发生Fe2+与・OH 之间的竞争反应,消耗一部分・OH,同时过多的Fe3+易形成Fe(OH)3黄色沉淀,凝聚作用减弱。随着FeSO4・7H2O 投加量继续增加,电流密度逐渐增大,脱色率也随之提高。投加量为2 g/L 时,脱色率与投加量为0.35 g/L时持平。考虑到成本问题,实验最终确定橙黄G浓度为300 mg/L 时FeSO4・7H2O 的最佳投加量为0.35 g/L。
2.3 电压的影响
极板间距4 cm,反应时间30 min,NaCl 和Fe-SO4・7H2O 投加量分别为2.5 g/L 和0.35 g/L,在原水pH 条件下,探讨不同电压对脱色率的影响并与单独使用NaCl 的情况进行比较。所得结果如图5 所示。

在极板面积,极板间距和电解质的量一定的情况下,电流密度随着电压的增大而增大,进而影响目标物的去除率。研究表明,在通O2,不加Fe2+的条件下,H2O2的生成量随着电流密度的增加而增大,最终趋于平缓。而在加入Fe2+的情况下,催化H2O2分解所需的Fe2+的量会随着H2O2生成量的增加而增加,因此本实验考察了2 种FeSO4・7H2O投加量的情况。
由图5 可知,3 种情况的脱色率均随电压的升高而升高; NaCl 与FeSO4・7H2O 组合使用较单独使用NaCl 的脱色效果好; 电压低于7 V 时,FeSO4・7H2O 的投加量对橙黄G脱色率影响较小; 电压为10 V 时,投加0.35 g/L FeSO4・7H2O 的脱色率明显优于投加0.25 g/L FeSO4・7H2O 的脱色率,继续增大电压,两种投加量的脱色效果逐渐接近。原因可能是: 由于氯气的析出率随着电流密度的增大而提高,因此电压较低时,氯气的生成量较少,溶液的pH 值较高,且阳极产生的H2O2的量较少,所需Fe2+的量也较少,多余的Fe2+都以氢氧化物的形式沉淀下来,最终造成不同FeSO4・7H2O 投加量的情况下,去除率基本相同; 电压较高时,氯气和H2O2的生成量均增加,溶液的pH 值降低,游离的Fe2+的量越多,催化H2O2产生的HO・的量就越多,脱色率就越高。由于氯气水解和溶解速率的限制,高电流密度下会有更多的氯气脱离液相,电压大于10 V时,处理过程中有氯气排出,造成二次污染,因此确定10 V 为最佳电压。
2.4 极板间距的影响
电压10 V,NaCl 和FeSO4・7H2O 投加量分别为2.5 g/L 和0.35 g/L,在原始pH 条件下,处理30min,考察不同极板间距对脱色率的影响,所得结果如图6 所示。
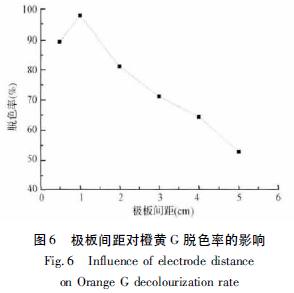
由图6 可知,橙黄G的去除率随着板间距的增大,先增大后减小,在极板间距为1 cm时脱色率最高,达到97.6%。极板间距主要影响有机物在电极表面的吸附和氧化分解。极板间距越小,传质阻力越小,带电离子的迁移速率越大,在电压一定的条件下,电流密度增大,参加电化学反应的电子数量增多。但极板间距过小时,电流密度过大,一方面导致溶液浓差极化严重,电流效率降低,另一方面析氢析氧副反应加剧,极板表面产生大量气泡,阻碍污染物在电极表面附着,从而降低了处理效果。本实验确定最佳极板间距为1 cm。
2.5 废水初始pH 的影响
电压10 V,NaCl 和FeSO4・7H2O 投加量分别为2.5 g/L 和0.35 g/L,极板间距1 cm,反应时间为30min,在不同初始pH 条件下的降解效果如图7 所示。
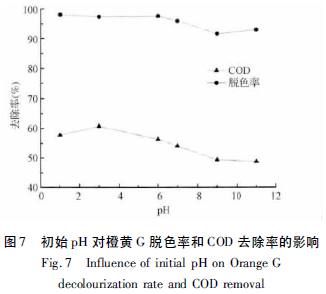
为了解在高脱色率条件下溶液COD 的降解情况,本因素的研究同时测定了COD 的去除率。从图7 中可以看出,在所有pH 条件下,橙黄G的脱色率都在90%以上,其中在酸性条件下的脱色率优于碱性条件; 而COD 的去除率随着pH 值的增大先升增大后减小,在pH=3 时达到最大值。原因在于,酸性条件下,式(3) 反应逆向进行,活性氯主要以氧化能力较强的HOCl 的形式存在; 中性条件下,活性氯以HOCl 和ClO-两种形式并存; 碱性条件下,式(3) 反应正向进行,活性氯主要以氧化能力较弱的ClO-的形式存在。另外,在酸性条件下,析氧析氢电位较高,有利于有机物在电极上氧化分解和阴极产生H2O2,从而有利于・OH 的产生。而在碱性条件下,电极容易发生析氢析氧副反应,溶液中的铁离子也会生成氢氧化物沉淀,不利于Fe2+催化H2O2产生・OH。
在所有pH 条件下,COD 的去除率均远低于橙黄G的脱色率,这是因为橙黄G分子中的苯环结构化学性质相对稳定,活性氯不能将其彻底矿化为无机物,而是首先作用于橙黄G的发色基团,从而使COD 的去除率低于色度的去除率。
由于在废水原始pH 条件下,橙黄G的脱色率仍较高,达到97.6%,COD 的去除率也达到56.3%,综合考虑成本问题,本实验确定最佳pH 条件为废水原始pH 6。
2.6 电解时间的影响
电压10 V,NaCl 和FeSO4・7H2O 投加量分别为2.5 g/L 和0.35 g/L,极板间距1 cm,原水pH 条件下,考察橙黄G脱色率和溶液COD 去除率随时间的变化规律,结果如图8、图9 所示。
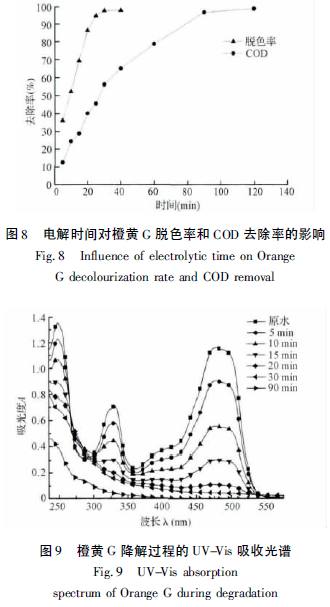
为了解COD 去除率与脱色率随处理时间的变化关系以及得到较高的COD 去除率,以评价本方法的实际应用价值,本因素的研究同时测定了COD 的去除率。如图8 所示,橙黄G脱色率和COD 的去除率均随着电解时间的延长而增大,橙黄G的脱色速率高于COD,在电解处理30 min 时,脱色率达到97.6%,而COD 的去除率仅为56.3%。随着电解的继续进行,脱色率曲线上升速度趋于缓慢,COD去除率继续增大。电解时间延长至90 min 时,COD去除率达到96.7%,接近色度的去除率,之后也趋于平稳。可见,COD 的去除滞后于色度的去除。
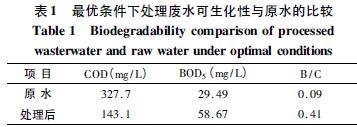
图9 为橙黄G溶液电解不同时间后的紫外-可见吸收光谱图。波长为478 nm 附近的吸收峰为橙黄G的特征吸收峰,波长为331 nm 附近的吸收峰,为橙黄G分子中萘环结构的特征吸收峰,波长为248 nm 附近的吸收峰为橙黄G分子中苯环结构的特征吸收峰。随着反应时间的延长,478 nm 处的吸收峰逐渐降低, 30 min 时橙黄G偶氮基团的特征吸收峰基本消失,说明溶液中的绝大多数橙黄G分子偶氮键已经断链。同时在波长为331 nm 和248 nm附近的苯环和萘环特征吸收峰随着电解时间的增加也逐渐降低,反应进行到90 min 时,波长为331 nm附近的苯环特征吸收峰基本消失,说明此时橙黄G分子中的萘环已被降解。电解前30 min,溶液pH值较高,不利于H2O2的生成,而活性氯的产生受pH 的影响较小。随着电解时间的延长,由于溶解氯的作用,溶液的pH 值逐渐降低,H2O2的生成量逐渐增加,经Fe2+催化产生的・OH 量也增多,・OH通过破坏橙黄G分子中的苯环和萘环达到进一步分解的目的。考虑到电解时间过长会增加成本,因此,本实验最终确定最佳电解时间为30 min。
2.7 最优条件下可生化性分析
由表1 可知,处理前,废水的可生化性较差; 经电化学法处理之后,B/C达到0.41,废水的可生化性有较大改善,为后续生物处理创造了有利条件。
2.8 运行成本分析
在最佳脱色条件下(电流强度为1 A,槽电压为10 V,NaCl 和FeSO4・7H2O 消耗量分别为2.5 kg/m3和0.35 kg/m3 ) ,处理30 min,电化学方法处理橙黄G染料废水的能耗由式(6) 计算约为25 kWh/m3。
W=(U×I×T×10-3 )/V (6)
式中: W――能耗(kWh/m3 ) ; U――槽电压(V) ; I――加入恒电流(A) ; T――电解时间(h) ; V―――废水体积(m3)。
由此可以看出,电化学方法单独处理废水的药剂消耗量较少,但能耗较高。因此,在实际应用中为节约能耗,不需要仅靠本方法将橙黄G彻底矿化,只须通过反应一段时间或采用间歇通电的方法提高废水可生化性后,与生物处理工艺连接,实现降低运行成本、满足排放要求的目的。。
3 结论
(1) 以NaCl 作为电解质,降解效果优于NaSO4,FeSO4・7H2O 的加入可以为Fenton 反应提供Fe2+,但可能主要起电凝聚的作用。
(2) 混凝辅助电化学法降解浓度为300 mg/L的橙黄G模拟溶液,最佳条件为: 电压10 V,NaCl 和FeSO4・7H2O 投加量分别为2.5 g/L 和0.35 g/L,极板间距1 cm,pH=6,反应时间为30 min。最佳条件下橙黄G溶液的脱色率和COD 去除率分别达到97.6%和56.3%,此时的能耗约为25 kWh/m3。
(3) 反应过程中产生的活性氯首先主要作用于橙黄G分子偶氮键的断链,橙黄G分子的矿化可能主要是电解过程中产生的・OH 的作用,由于H2O2的产生可能滞后于活性氯,因此在实际废水处理中,达到脱色效果后,还需进一步考虑COD 去除率的滞后性。
(4) 实际应用过程中,不需要仅靠本方法将橙黄G彻底矿化,只须通过反应一段时间或采用间歇通电的方法提高废水可生化性后,与生物处理工艺连接,实现降低运行成本、满足排放要求的目的。














