丰喜新绛公司隶属于山西丰喜肥业(集团)股份有限公司,公司前身是新绛县化工总厂,1970年建厂,1975年投运,1998年以资产入股加入丰喜集团。
自加入集团后,在总公司的管理与共同领导下,围绕建立现代企业制度要求,坚持以规范、科学、高效的运作机制和精料、连运、降耗的指导方针,对企业进行了改制、改造、改革,经过6年来坚持不懈的努力,确保了企业在日异激烈的市场竞争中得以快速、健康、持续的发展。
目前已经形成了以合成氨为母体,以原料化工为重点的新格局,产品品种有浓硝、硝铵、亚钠、甲醇、液体二氧化碳、硝钠等。
2、改造革新的必要性;
随着低H2S煤价格越来越高,导致生产成本不断增加,大大地影响企业的实际效益,为了能够全面巩固企业的效益,降低生产成本,使用廉价的高硫煤已经是迫在眉睫,但使用高硫煤后,有机硫和无机硫会大大削弱周边的环境,会造成空气的污染,而丰喜新绛公司现有的脱硫和熔硫系统根本不具备脱除能力;再者冷却塔、洗气塔及凉水塔太小,无法将煤气温度降下来,造成罗茨机打气量小,电耗高。故需对现有脱硫系统进行改造。
3、改造措施;
丰喜新绛公司经过反复考察和论证,在公司内部召开的高层会议中,明确表态了此次设计将采取自主设计的方式并新建一套无填料防堵高效脱硫塔、空气强制再生和连续熔硫组成的脱硫系统。
4、工艺流程及主要设备;
4-1工艺流程;
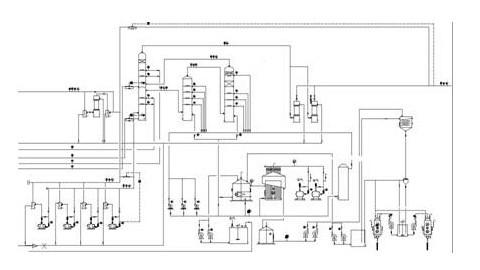
1)气体流程;
从气柜后冷却塔来的半水煤气经过脱硫前静电除焦进口水封,进入脱硫前静电除焦,在静电除焦中利用高压电场将尘埃等杂质吸附,吸附后的杂质经水洗和蒸气吹扫排出,然后半水煤气进入脱硫前静电除焦出口水封,过脱硫前煤气总管进入罗茨鼓风机中,经加压送入冷却塔,经冷却进入预脱硫塔,在预脱塔中半煤气中的H2S和脱硫液反应,使其得到净化,然后经主脱硫塔再次净化后,进入洗气塔,在洗气塔中用循环水将半水煤气中夹杂的硫沫洗掉,然后进入脱硫后静电除焦将其中的煤焦油除掉,再进入石墨换热器,和溴化锂换热后送至压缩工段。
2)脱硫液再生流程;
在制备槽中加入纯碱和软水,加热并用空气鼓泡搅拌,达到合适碱度后用泵打至反应槽,在反应槽中加入888等脱硫剂并加热,将加热后的888等脱硫剂倒出进入再生槽,用空气罗茨鼓风机往再生槽中强制鼓入空气,空气中的氧和脱硫液反应,产生硫泡沫,脱硫液获得再生。此时将再生后的脱硫液用泵送至预、主脱硫塔内吸收半水煤气中的H2S,然后再进入反应槽中进行循环使用。
3)熔硫流程;
产自制备槽的硫泡沫先进入硫沫槽内,然后用硫沫泵打至高位槽,加热后送至真空过滤机,抽真空将其中的清洗抽至残液槽,残液再用泵送至制备槽中,滤饼用刮板刮至硫黄槽中,搅拌后用泵送至熔硫釜中蒸发制取硫黄。
4-2主要设备;
脱硫系统改造后主要设备及规格型号见表1
序号
设备名称
型号规格
数量
备注
1
主脱塔
Φ4200×43250×12
1台
无填料塔
2
预脱塔
Φ4000×27015×12
1台
无填料塔
3
冷却清洗塔
Φ4000×27264×12
1台
4
反应槽
Φ8000×8575×8
1台
5
再生槽
Φ10000×9476×10
1台
6
事故槽
Φ8000×9475×8
1台
用旧脱硫塔
7
硫沫槽
Φ4000×5023×8
1台
用旧罐
8
制备槽
Φ2000×1500×12
1台
9
硫黄槽
Φ2000×1500×12
1台
10
残液槽
Φ2000×1500×10
1台
11
静电除焦器A
Φ4600×13050×8
1台
12
静电除焦器B
Φ2440×10700×8
1台
利旧
13
静电除焦器C
Φ2440×10700×8
1台
利旧
14
熔硫釜
Φ1000×3788×8
2台
15
空气罗茨机
3L84WDG
2台
16
煤气鼓风机
L84WDT
2台
利旧
17
煤气鼓风机
L93
2台
18
脱硫泵
HZA-250-500B
3台
19
硫沫泵
HZA-40-160B
2台
20
制备泵
HCZ-40-200B
2台
21
硫黄泵
HZA-40-160A
2台
22
真空过滤机
MS-8
1台
23
二脱泵
200D-43×3
2台
无填料塔
24
二脱塔
Φ2600×28700×16
1台
25
凉水塔
Φ6740×4000
1台
利旧
26
循环水泵
200m3/h
2台
利旧
图表1
4-3其它方面的改造;
1)工艺管线;
系统煤气管线全部使用直径大小为1200的管子,设置煤气进出口总管;在脱硫进出口总管之间设置气动调节阀,使得气量和压力调节更加方便和自动化;在煤气罗茨机进出口总管设置事故阀,系统联锁,可有效预防罗茨机掉闸等引起设备损坏的问题;冷却塔循环水使用涡流沉淀池过滤,使出水干净清洁,有效地将淤泥排放出来,达到综合处理的目的;洗气塔循环水使用一元净化器,使硫泡沫得到充分的去除,防止了脱硫循环水的污浊,有利于冷却煤气,并且采用带压回水,这样既可以降低电耗,又在无形之中省了好几台泵和阀门,降低了项目的投资,使资金回收期更短。
2)设备;
预、主脱塔全部采用无填料防堵喷头,这样做的目的很明确,毋庸置疑,这样既减少了维修强度和次数,又增加了反应比表面积,使脱硫效率大大提高;再生槽采用罗茨机鼓风强制再生,底部沉降,使得脱硫液再生效果好,贫液澄清;煤气罗茨机进口全部用水封,脱硫前静电除焦进出口全部用水封,这样就省了好几个阀门,而且不存在阀门会内漏的问题,安全性能进一步提高;采用陶瓷板式真空过滤机,过滤效果好,滤液清;采用连续熔硫釜,提高了熔硫效率和蒸气利用率。
5、改造后的运行情况;
5-1改造效果;
改造后的系统投入使用以来运行稳定,现将部分运行参数与改造前比较如表2:
项目
改造前
改造后
煤气罗茨机出口汞柱
380-390mmHg
320-330mmHg
脱硫总管煤气温度
600C
250C
一脱脱硫率
87%
92%
二脱脱硫率
85%
90%
处理气量
36000Nm3/h
45000Nm3/h
脱硫系统耗蒸汽
200kg/h
100kg/h
改造前后有关数据对比表如图表2所示,
5-3运行结果分析
从以上数据可以看出:
1)系统阻力降低;
2)脱硫煤气总管温度大幅下降;
3)系统处理气量能力增大;
目前脱硫系统还未满负荷生产,为以后的扩产留下了余地。
6、经济效益;
项目
改造后年节支
烧高硫煤
1600万元
回收硫黄
80万元
活性炭寿命增加
38万元
合计
1718万元
此次的项目投资达到了1788万元,13个月可收回全部投资。














