适用范围
采用氨法湿式氧化脱硫工艺的焦化企业
基本原理
主要是基于脱硫废液中的主要污染物硫氰酸铵等铵盐的热稳定性较差,在425℃前即可全部分解为NH3,H2S、CO2和N2等气体。而焦化企业荒煤气的温度高达750℃左右,同时通过热量衡算表明,焦化企业在炼焦过程中产生的荒煤气从750℃降至500℃的热量足够热解企业产生的全部脱硫废液。因此,脱硫废液以雾状形式进入荒煤气后,在荒煤气的高温作用下即可全部分解,从而实现脱硫废液的资源化处理。
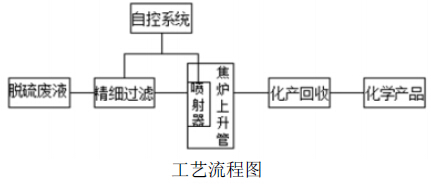
工艺流程
脱硫废液经精细过滤后,进入喷射器,经喷射器喷嘴雾化后的脱硫废液和上升管底部的高温荒煤气(750℃-900℃)接触后,在高温条件下,脱硫废液中的NH4SCN等有害物质分解为NH3,H2S、CO2和N2等气体后随荒煤气一起进入随后的初冷和化产回收系统(焦化企业现有的系统),污染物NH4SCN最终以S和NH3等资源回收。其工艺技术方案如图所示。
关键技术或设计特征
开发了内衬耐火砖高温(800℃~1000℃)打孔技术并研制高温打孔冷却液。
采用具有自清洗功能的过滤装置,使过滤后固体颗粒小于50μm。
建立了喷射器中介质自动切换的自控系统,使脱硫废液的处理过程能够自动运行。
采用耐高温、高压和强腐蚀脱硫废液喷射器,强化脱硫废液热解能力。
开发了防滴漏、自清洗抗积炭的精细雾化喷雾技术,使雾化后雾粒到小于100μm,并能在高温及强腐蚀性的环境下不产生滴漏现象。
典型规模
在屯留县华诚焦化有限公司建立的工业化运行装置,处理规模为4000t/a脱硫废液,并于2014年初实现成功运行,目前运行过程稳定,处理效果良好,达到了预期的所设计的效果。
推广情况
目前正在为山西省焦炭集团有限责任公司益兴焦化厂(规模为100万吨/年)建设12000t/a利用余热资源化处理脱硫废液技术示范工程。
典型案例
(一)项目概况
利用余热资源化处理焦化脱硫废液项目,设计日处理水量11m3/d,污水来源于屯留县华诚焦化有限责任公司内脱硫工段产生的脱硫废液,2013年9月开工建设,于2014年1月完成调试并建成投产。
(二)技术指标
1.硫氰酸铵的分解率≥97%;
2.系统全部自动化操作,设备连续运行;
3.全系统封闭连续,处理过程中无废气、液、固体产物外排;
(三)投资费用
该项目总投资约240万元,其中设备投资110万元,基建投资80万元,其他投资50万元。项目的总投资随水量的增大而增大,吨水投资费用约为60元。主体设备寿命10年。
(四)运行费用
根据2014年1月-2015年1月实际运行情况,年处理污水3800t,年运行费用约8万元(其中包括人工费3.5万、电费1.5万、蒸汽费0.3万和设备维护费2.7万),吨水运行费用为20元。














