[拼音]:ziyouduan fangsha
[外文]:open-end spinning
把纤维松解成单纤维,再使单纤维凝聚,在一端呈自由状态下加拈成纱的纺纱方法。因喂入的纤维条与加拈的纱之间是不连续的,所以又称断裂纺纱。
自由端纺纱是近代新型纺纱方法之一。早在一个世纪以前,人们就有自由端纺纱的设想,20世纪初才开始出现关于几种纺纱方法的论述。环锭和走锭等纺纱方法受到卷装和速度等限制,不能满足纺纱生产的需要,这就促使人们进一步探索和研究新的纺纱方法和设备。50年代到70年代初,各种新型纺纱方法相继出现。1965年捷克斯洛伐克展出了第一台转杯式纺纱的样机,以后又经过研究改进,到1966年,制成了比较完善的转杯式纺纱机。从此,自由端纺纱开始发展到工业化生产的实用阶段。
自由端纺纱不仅具有高速和大卷装的优越性,而且还可以简化工序,减轻工人劳动强度和改善劳动环境,但成纱的品质还只能适应有限产品的要求。因此,目前自由端纺纱虽发展较快,但与环锭纺纱相比仍不广泛,苏联和东欧一些国家应用稍多一些。
原理
自由端纺纱的成纱过程,通常包括开松、凝聚、加拈和卷绕。首先把喂入的纤维条用高速转动的分梳辊开松成单纤维,有的也可以用高速转动罗拉结合气流方式分离成单纤维。这时,须条已不再连续。分离后的单纤维,一般由气流输送,然后凝聚到加拈纱的尾端上。一面凝聚,一面加拈成纱。这种自由端纺纱在凝聚过程中,纱尾上的纤维数量逐渐增加并有并合均匀作用。加拈时纱尾随加拈器一起回转,如果加拈点与纤维凝聚点不重合而纱尾完全自由,则纱尾就没有拈度而容易断裂,使纺纱难以连续进行。因此,一般的自由端纺纱纱尾应该有适当的拈度,以满足连续纺纱的需要。
在自由端纺纱中,加拈、卷绕是分开进行的,加拈的速度一般都在3万转/分以上,而卷绕的速度相对很低,两者不相制约,可以实现高速高产和直接绕成筒子大卷装。自由端纺纱的前纺一般与环锭纺纱相同。其中转杯纺纱为了加强除杂除尘,需要有专门的前纺配套设备。
自由端纺纱保证良好质量和减少纺纱断头的条件是:
(1)把纤维条充分开松成单纤维状态;
(2)单纤维的输送和凝聚要求均匀,纤维应尽可能地伸直和定向,以获得有良好几何结构的凝聚纱尾;
(3)加拈过程中已凝聚成良好结构的须条应不受破坏,并且纱尾在加拈时要有一定的强度,以承受必要的纺纱张力,卷绕成形良好,便于退绕。
分类
自由端纺纱依形成自由端的方法来分,有:
(1)纯机械方法,如罗拉夹持纺纱;
(2)气流输送和机械凝聚的方法,如转杯纺纱、尘笼纺纱和捏锭纺纱等;
(4)液流输送和机械凝聚的方法,如液流纺纱;
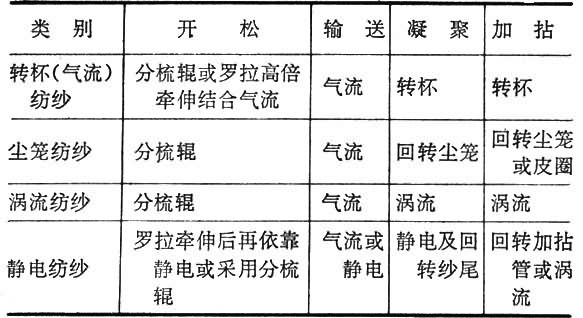
(5)气流或静电输送和静电凝聚的方法,如静电纺纱。下表列出目前比较成熟的一些自由端纺纱方法:
自由端纺纱成纱原理和过程不同于环锭纺纱,所以成纱的结构和物理机械性质也有差别。自由端纺纱的成纱结构特点是:
(1)结构较松,纱条中纤维的伸直度和内外层转移程度较差;
(2)成纱截面中内外层拈回分布不同。物理性质表现为成纱强力偏低,拈度偏多,伸长大,条干均匀,耐磨,染色和上浆性好。
目前自由端纺纱主要适纺粗中号(中低支)纱,有些方法的适纺原料品种也有局限性。研究扩大原料和适纺范围和提高技术经济效果,是发展自由端纺纱的重要课题。