焦化废水是在煤制焦、煤气净化及焦化产品回收等过程中产生的,其成分复杂、有机物含量高且难降解,大多以芳香族及杂环化合物的形式存在,致使COD、氨氮、酚和氰的浓度较高,是一种可生化性差、处理难度大的工业废水。目前国内焦化废水处理普遍采用以生物处理为核心的A-O(包括A2-O和A-O2)工艺,但出水COD多难以达标[3-4],且处理中均须加入至少1倍的新鲜水予以稀释[5-7],增加了处理水量和处理成本。在水资源严重短缺,环境保护形势极其严峻的我国,迫切需要找到一条焦化废水减量化并循环回用的新途径。
针对焦化废水中诸多污染物质很难被传统的生化处理去除的特点,开发出了一种新工艺即物化预处理/生物处理(A-O)/膜生物反应器(MBR)。首先通过物化预处理预先降解部分污染物并提高废水的可生化性,生物处理后采用膜生物反应器进一步提高处理效率。试验连续考察了中试流程对焦化废水的处理效果,并与现有的焦化厂酚氰废水处理工程进行了比较。
1.试验材料与方法
现场中试用水取自某焦化厂的焦化原水,其成分复杂、水质波动大,并含有生物抑制性物质。特别是本中试试验期间的某段时间正值该厂新建焦炉的投产调试阶段,水质完全不正常,波动很大,极其严重地干扰了生物处理系统的正常运行。试验期间的原水水质见表1。废水的pH值在6.5~10.0,均值为8.0,废水温度在25~35℃,平均值为30℃。
中试试验工艺流程如图1所示,中试装置见图2。
现有的废水处理流程见图3。
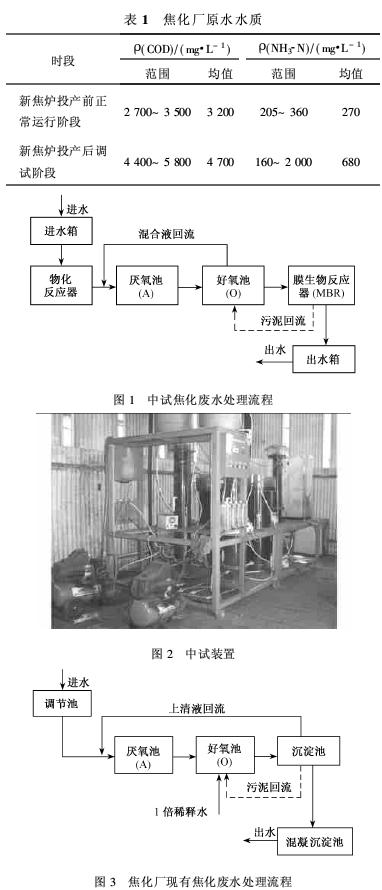
物化预处理是物化技术的组合,包含化学反应、氧化还原反应、过滤、混凝沉淀等处理。其关键设备是物化反应器,内装有复合填料,并根据水质不同进行单元组合,加入复合药剂。废水中的污染物在物化反应器中发生一系列的化学反应和氧化还原反应,从而使污染物降解。
中试装置生物处理部分的工艺设计完全模拟焦化厂现有处理系统A-O工艺的设计参数。经物化预处理后的废水依次进入厌氧池和好氧池,在此废水中的大部分有机物被降解。NH3-N在好氧池内硝化,在厌氧池内反硝化。好氧池出水混合液回流到厌氧池。
生化出水从好氧池流入膜生物反应器(MBR)进行固液分离,清水从膜内抽出。膜组件采用抗污染的聚偏氟乙烯(PVDF)中空纤维膜,帘式结构。膜的截留作用延长微生物在系统中的停留时间,提高污泥浓度,增强系统对水力负荷和污染物负荷变化的适应性。大部分污泥回流到好氧池,剩余污泥排出。
2.试验数据与图表解析
在中试系统连续运行期间,对流程各段水质以及焦化厂现有处理系统水质进行了逐日监测,并将中试系统的去除效果与焦化厂现有系统(加1倍左右稀释水)的处理效果进行了比较。
2.1 提高废水可生化性的效果
物化反应器不仅能降低焦化废水中的有机物浓度,并且能改善有机物质的组成,进而提高废水的可生化性。用ρ(BOD5)/ρ(COD)比值表示的经物化反应器处理前、后废水可生化性的变化如图4所示。经过预处理,ρ(BOD5)/ρ(COD)的比值平均提高了9.8%。
2.2 对COD的去除效果
图5显示了新焦炉投产前稳定运行期间中试处理系统的进、出水COD变化。在此期间进水ρ(COD)最高为3842mg/L,最低为2217mg/L,平均浓度为3206mg/L,而出水ρ(COD)稳定在150mg/L以下,平均浓度为98mg/L,平均去除率达96.9%。新焦炉投产后的调试阶段,系统进水ρ(COD)在3549~8217mg/L剧烈波动,平均值达到了4710mg/L,该阶段中试系统出水的ρ(COD)平均为256mg/L,去除率保持在94.6%,见图6,虽然进水中极高的NH3-N浓度干扰了生物系统的运行,但中试处理仍然保持了较高的COD去除率。
2.3 对NH3-N的去除效果
新焦炉投产前中试系统对氨氮的处理效果见图7,进水氨氮质量浓度为202~367mg/L,平均281mg/L,出水氨氮平均质量浓度为13mg/L,平均去除率达95.2%。
新焦炉投产后的调试期间进水氨氮波动剧烈,最高值为2010mg/L,最低524mg/L,平均达到了855mg/L。通常要求进入生物处理系统的废水ρ(NH3-N)低于300mg/L,过高的NH3-N对微生物起抑制作用并使其活性逐渐丧失。为了维持生物系统的运行,当进水中的ρ(NH3-N)达到或超过1000mg/L时,在中试系统中加入少量稀释水(约为进水量的1/4)。新焦炉投产后对NH3-N的去除效果见图8。
在NH3-N高负荷冲击下,中试系统出水氨氮平均浓度为181mg/L,平均去除率78.8%,这说明该系统对氨氮的去除效果较稳定,抗冲击能力强。
2.4 处理效果比较
表2为焦化厂现有酚氰废水处理系统(加1倍左右稀释水)与采用新工艺即物化预处理/生化/MBR工艺的中试系统(基本未加稀释水)对主要污染物(COD、氨氮)的去除效果。
2.4.1 COD去除效果比较
新焦炉投产前(图9),中试系统在不加稀释水的情况下,ρ(COD)出水平均98mg/L,去除率为96.9%。同期,焦化厂处理系统加1倍左右稀释水,出水148mg/L,去除率95.3%。新焦炉调试期间(图10),焦化厂处理系统出水ρ(COD)平均升至689mg/L,去除率85.4%,中试系统出水256mg/L,去除率94.6%,效果明显好于前者。
新焦炉调试期间,中试系统生化处理出水的ρ(COD)浓度平均为375mg/L(图11),已经明显低于同期焦化厂系统最终出水的ρ(COD)平均浓度689mg/L,其后再经MBR,COD又有一定降低(至256mg/L),由此亦可见物化预处理和MBR对COD的处理效果有较大程度地提高。
2.4.2 氨氮去除效果比较
新焦炉投产前(图12),中试系统氨氮出水平均13mg/L,去除率为95.2%,同期焦化厂处理系统出水33mg/L,去除率88.0%。新焦炉调试期间(图13),焦化厂处理系统出水氨氮平均268mg/L,去除率60.2%,中试系统出水181mg/L,去除率78.8.8%,可见中试系统处理效果均好于焦化厂原有工艺,且抗污染物的冲击负荷能力明显增强。
3 结论
1)采用物化预处理/生物系统/MBR工艺中试装置处理焦化废水,能有效去除焦化废水中的各类污染物,对COD、NH3-N的去除效率较传统工艺处理系统有显著提高;中试系统出水COD、NH3-N含量较大程度地低于同期焦化厂现有处理系统的出水含量。
2)物化预处理可以缓冲和减轻废水污染物负荷的冲击,使部分有机物被降解并提高废水的可生化性,从而提高了整个工艺的处理效率;膜生物反应器(MBR)可截留绝大部分悬浮物和可溶性大分子污染物,出水清澈、水质较好;整个处理系统耐冲击能力强,处理效果稳定。
3)该工艺可根据各焦化厂的实际情况和具体要求,对物化预处理单元进行灵活组合。生物处理系统不需要外加稀释水,实现了废水减量化的目标,可大幅度减少废水外排。
4)新工艺简单易行,运行成本较低。与常规生化处理/后混凝工艺比较,处理每立方米废水的成本略有降低(1~2元/t)。
5)中试结果证明,物化预处理/生物处理/MBR工艺是焦化废水深度处理和回用的一条可行的技术路线。在正常生产情况下,处理后的酚氰废水可以达标排放,由于水质较好,可直接用于高炉冲渣、熄焦、冲洗地坪、冲厕等,没有异味和二次污染。
6)由于焦化废水的含盐量较高,处理后出水不宜直接用作循环水系统的补充水等,但该工艺处理后的水可直接进入反渗透膜装置,脱盐后再回用于循环冷却水系统或锅炉用水,最终实现焦化废水零排放的目标,在焦化废水处理领域具有广阔的应用前景。














