ơ�Ʒ�ˮ��Ҫ��ơ�����������е��ǻ������͡�����ȹ�������ķ�ˮ�������л��ﺬ���ߣ��������Ժõ��ص㣬��ˣ����������������Ǵ���ơ�Ʒ�ˮ����ѡ������Ŀǰ������㷺���õ������������գ���Ҫ�����������ﴦ�����������෨������Ĥ�������������ﴦ�����Լ��������������ϵ����ﴦ����������Щ�������Զ��гɹ��ľ��飬��Ҳ����һЩ����֮�����紦���������̸��ӣ�HRT����ռ���������Ͷ�ʸߣ��������̵�ά�������Ѷȴ������������͵ȡ�
Ĥ���ﷴӦ����MBR�������ﷴӦ������������Ĥ������������ϣ����ܹ��ڽ��յĿռ���ͬʱʵ���������Ⱦ���ʵĽ����Ĥ����Ⱦ���ʵķ��룬��Ч�ؽ����ͳơ�Ʒ�ˮ�������յ����⡣���������о���Ա�Ӵ��˶�MBR ����Ӧ����ơ�Ʒ�ˮ�������о���ȡ���˽϶���о��ɹ������Ķ����е������о�����Ӧ�óɹ������˽��ܣ����ڷ����ͱȽϵĻ��������˽�Ϊ�����̽�֡�
1 MBR �������ص㼰����
MBR �����봫ͳ��ơ�Ʒ�ˮ����������ȣ��������¼������ƣ�
��1����ˮˮ���������ȶ���ơ�Ʒ�ˮ��N��P�����ͣ���ͳ�������෨������C��N ����ʧ���������������ͣ�Ĥ���˼����ܹ���Ч��ʵ�ֹ�Һ���룬�����ˮ�������ﷴӦ�����������͵�����Ӱ�죬��ˮSS ���ǶȽӽ����㣬ͬʱ�ܹ���Ч��ȥ��ơ�Ʒ�ˮ�еIJ�ԭ���
��2��װ�ø��ӽ��գ�ռ�����С��MBR ��Ĥ��������˴�ͳ�Ķ����أ����˹������̣�������װ�õ�ռ�������ͬʱMBR �л�������Ũ�Ƚϸߣ�������ݻ����ɣ����������Ӧ��������Ũ������ۼ������ص������ʹװ�ø��ӽ��ա�
��3��ϵͳ������Ч����ߡ�����SRT ���ӳ��Լ�Ĥ�Ľ������ã�ʹ����ֳ����������ϸ���ܹ��Ϻõ�������ֳ�������������ϵͳ������Ч�ʡ�
��4���������������ǿ������ά��������ơ��������ˮ��Ъ�ŷţ�ˮ�ʡ�ˮ���仯�ϴ������´�ͳ�������෨��ˮˮ�ʶ��ȶ��Բ��MBR ����������ϸߵ�����Ũ�Ⱥ�Ĥ���˼������ڽ�ˮˮ�ʲ����������Ҳ��ʵ���ȶ���ˮ��
��5��ʣ���������٣���ʡ�˴���ʣ������IJ��ֻ������ú����з��á�
���⣬MBR �����ܹ�ʵ��HRT ��SRT ����ȫ���룬ʹ���п��Ƹ������ȶ���MBR ��ˮˮ�ʿ�������Ŀǰ���ϸ��ơ�Ʒ�ˮ�ŷŻ���ñ�����ˣ�MBR ��ơ�Ʒ�ˮ���������÷������ŷdz�������Ӧ��ǰ����
2 MBR ����ơ�Ʒ�ˮ�������о�
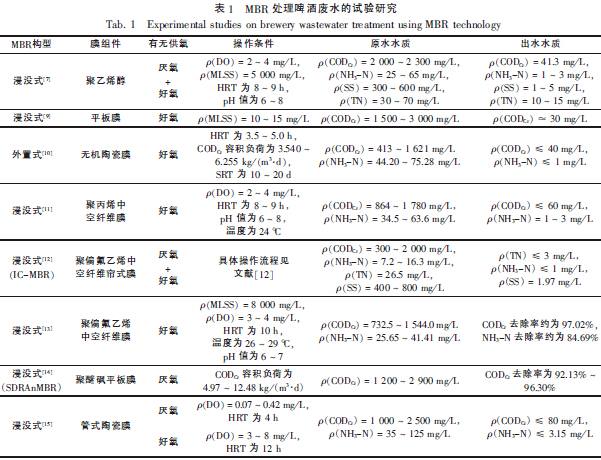
ơ�Ʒ�ˮ�Ŀ����������ã�CODCr������Ũ��Ϊ1 000 �� 2 500 mg/L��BOD5������Ũ��Ϊ800 �� 1 500mg/L��SS ������Ũ��Ϊ200 �� 600 mg/L��pH ֵΪ5 �� 9�����е�Ũ���л���ˮ�������MBR ���մ���ơ�Ʒ�ˮ���о����磬��10 �������ҹ���MBR ���մ���ơ�Ʒ�ˮ���о���չѸ�٣���Ҫ�����ں���MBR������MBR �Լ�����-����MBR �����ϡ�MBR ����ơ�Ʒ�ˮ�������о����1 ��ʾ��
2��1 ����MBR ��Ӧ��
���������״β��ú�������ʽ���մ�Ĥ���ﷴӦ������ơ�Ʒ�ˮ��MBR �Է�ˮ��CODCr��NH3-N��SS �Ⱦ������õ�ȥ��Ч������MBR ����ͨ�������෨�ĶԱ��о��з��֣�MBR ��CODCr��NH3-N ��ȥ���ʷֱ�Ϊ96��13����99��33����ԶԶ������ͬ�����µ���ͨ�������෨��ͬʱ�о����֣�������ѭ���õ�ˮ����������Ӱ�죬MBR ����ԭ�������������ڣ����Ⲣ��Ӱ��MBR ����Ⱦ��ĸ�Чȥ������������MBR ����о������б�����
Cornelissen �Ȳ�����ûʽMBR ����ơ�Ʒ�ˮ��Ĥ���Ϊ����ƽ��Ĥ�����������Ӧ����CODCr��BOD5�����Ե�ȥ��Ч������Ӧ��������������ȫ��ƽ��Ĥ��������ϵͳ��ˮ�ȶ����������������ǿ������Ӧ�����ѵ�����Ч��δ��������������Ȳ�����ûʽMBR �����ϳ�ơ�Ʒ�ˮ��������������ûʽMBR ��CODCr��NH3-N ���ŽϺõ�ȥ��Ч����������ûʽMBR ���н�ǿ�Ŀ��л����ɳ��������������Ӧ���е����ദ��������ʱ��������ͬ����ͬ������-�������Ĺ�ͬ�����£�TN����40�����ҵ�ȥ���ʣ�������Ũ�ȴ����ȶ���ʱ��TN ȥ�����½�Ϊ30�����ң���Ҫ��ͬ������-�����������Ľ���������ദ��������ʱ������ͬ�����ö�TP ����һ����ȥ��Ч������������Ũ���ȶ���TP ����û��ȥ��Ч����������ʱ���ָ�ȥ���������ӭZ�Ȳ��ù����ľ�ƫ����ϩ�п���άĤ��Ĥ��Ϊ0��2 ��m�����ɽ�ûʽMBR ����ơ�Ʒ�ˮ��ȷ�������HRT Ϊ10 h���о�����CODCr��NH3-N ��ȥ����Ҫ�������ﵥԪ��ɣ�ͬʱĤ��CODCr���и�Ч�������ã���Ĥ��NH3-N �����������ã����߷�����Ϊ����Ҫ����ΪNH3-N ��pH ֵΪ�����Ե�ˮ�г�����̬��ɵġ�
2��2 ����MBR ��Ӧ��
��ˮ�������\������Ͷ��ʡ���ܺĵ͡��ɻ�������������Դ�����ɸߡ��������١��ͳ�����ɵ��ŵ���ܵ��㷺��ע��Ross�����������MBR���մ���ơ�Ʒ�ˮ���ڽ�ˮCODCr����Ũ��Ϊ6 700mg/L ������£�CODCr��ȥ����Ϊ96���� 99��������Ȳ������ͽ�ûʽ˫����ת����Ĥ���ﷴӦ����SDRAnMBR������ģ��ơ�Ʒ�ˮ��������þ�����ƽ��Ĥ��������Է�������Ϊ50 kDa����ЧĤ���Ϊ0��32 m2���о����������SDRAnMBR ��ơ�Ʒ�ˮ�нϺõĴ���Ч����ϵͳ��������Ѹ�١����������졢�л���ȥ���ʸߡ��ͳ����������ǿ�������ȶ����ص㡣���������������ڼ䣬ϵͳû�����κ���ϴ��Ҳδ���࣬������ΪĤ������������ת���Ĺ�ͬ���ü�ǿ���ڸ�����Ũ�ȣ�MLSS���߸�������������ʱ�Ļ�Ϻʹ��ʣ��Ӷ�ǿ����SDRAnMBR�ڸ�MLSS ���ݻ����������е��ȶ��ԣ���֤�˳�ˮˮ�ʣ�ϵͳ���ֳ������õĿ�Ĥ��Ⱦ���ܡ�
2��3 ����-����MBR ��Ӧ��
�����������������ո��Ե���ȱ�㣬�о���Ա��ʼ��ơ�Ʒ�ˮ������ʹ������-������Ӧ����Ĥ����װ�ã��������Լ���ط�����������ɫ�ȵ�ȥ��Ч������������CODCr��ȥ��Ч���Լ�Ĥ����ϵͳ�ĸ�Ч�������ã��Ӷ�������õij�ˮˮ�ʡ�
����˫��ѡ�þ�ƫ����ϩ�п���ά��ʽĤ��ΪĤ�����������ѭ��Ĥ���ﷴӦ����ICMBR������ơ�Ʒ�ˮ����Ӧ������IC ��Ӧ���ĵ�2 ������Ӧ�������п���άĤ����ʹ��������ܹ���ICMBR���ɹ��գ������������൱������ʽ�������ല��UASB����MBR �������У����������������ﵽ��ѭ��״̬���ɹ�ʵ���л���ȥ����ͬ�������ѵ���ϵͳCODCr��ȥ���ʻ����ɴﵽ90�����ϣ���NH3-N ��TN ��ȥ������95����90�����ϡ��������Ȳ����������ิ�ϴ���UASCB��-����ϩ��MBR���Ϲ��մ���ơ�Ʒ�ˮ��Ĥ����Ϊ����ϩ��������Ϊ10 ��m��Ĥ���Ϊ0��35 m2����UASCB ��ΪԤ������Ԫ������ȼ����˽�������ε��л���������ˮ�������ϩ��MBR ��һ��������ϵͳ���ճ�ˮˮ�����ã�����ָ����ﵽ��GB 8978��1996����ˮ�ۺ��ŷű�����һ������Ҫ���⣬���߶Դ�ͳMBR �ĵײ��������иĽ���������ͷ���ڷ�Ӧ�����в��γɴ�ֱ�����DO Ũ���ݶȣ���ȱ���ͺ��������������ʵ����70���� 80����TN ȥ���ʣ�����ϵͳ��TP ��ȥ��δ���о�������Ȳ�����������MBR ����ơ�Ʒ�ˮ��ϵͳ��������ȱ�����ͺ���������������Ĥ���Ϊ��ʽ�մ�Ĥ��Ĥ��Ϊ0��1 ��m��Ĥ���Ϊ0��1 m2�����������Ĥ�ĸ�Ч��������������CODCr��ȥ����ͬʱʹϵͳ���кܺõ�����Ч����ϵͳ��CODCr��NH3-N���Ƕ�ȥ��Ч�����Ϻã���������MBR ���г������ܺá�����Ч�ʸߡ�����ϸ�顢�ȱ��������ص㣬Ϊ���オ��CODCr���ѵ��ṩ�����õ�������������ϵͳ�����ڼ䲻���࣬�����ڶ���������ȥ������˸ù��ն������ε�ȥ��Ч�����ѡ�
3 MBR ����ơ�Ʒ�ˮ�Ĺ���Ӧ��
����MBR �����ֲ������ഫͳ�������յIJ��㣬���ǿ�ʼ��MBR �����봫ͳ�������ϴ���ʵ��ơ�Ʒ�ˮ��ͨ�������Ϲ������̣�����MBR �������в�������Ϲ���ȡ�������õĴ���Ч���������˱����ʵ�����顣
����Ӧ��MBR ����װ�ô���ơ��������ˮ������������ͼ1 ��ʾ��
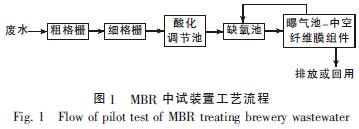
��������п���άĤ��Ĥ���Ϊ40 m2��Ĥ��Ϊ0��04 ��m����������60 d��HRT ������3 h��SRT Ϊ90 d��������Ӧ��DO ������Ũ�ȱ�����5mg/L ���ϣ���ˮ�����Ϊ20��1���������������Ũ�ȴ���18 g/L�����������Ӧ��MBR ���մ���ơ�Ʒ�ˮ�������Ͼ��п����ԣ�װ�þ������л����ɳ�������ԣ���ˮˮ�ʺ����ȶ�������ˮ��ָ����ﵽCJ 25��1-89����������ˮˮ�ʱ�����Ҫ��
��С���Ȳ���UASB-MBR ���մ����ϲ���ijơ�Ʒ�ˮ������������ͼ2 ��ʾ��
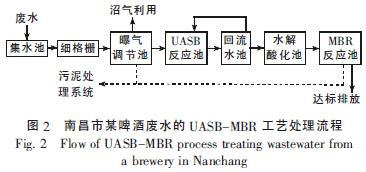
Ĥ���Ϊ��ƫ����ϩ�п���άĤ��Ĥͨ��Ϊ0��1m3/��m2��d����MLSS ������Ũ��Ϊ8 ��12 g/L��HRT Ϊ21��6 h��DO ������Ũ��Ϊ2 mg/L����UASB ��ΪԤ������Ԫ���ڽ���ơ�Ʒ�ˮ��Ⱦ��Ũ�ȵ�ͬʱ���ɻ���������������������ͬʱ���ͺ����ε������ܺĺ�ʣ�����������������������UASB-MBR���ն�ơ�Ʒ�ˮ�������õĴ���Ч����ϵͳ�ͳ����������ǿ������MBR ������ʹ�ù������̼��������˲���ά�����Ѷȣ�������ij�ˮ����ָ����ﵽGB 8978��1996 һ������Ҫ��
Dai Haiping �Ȳ���MBR ���մ��������ijơ�Ʒ�ˮ��ϵͳ�����������Ϊ4 000 t/d������������ͼ3 ��ʾ��
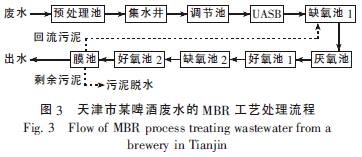
Ĥ���Ϊ��ѹ�п���ά��ûʽĤ���������Ϊ��ƫ����ϩ��Ĥ����ѹ��Ϊ10 �� 50 kPa��������DO������Ũ�ȿ�����2 �� 3 mg/L��Ĥ�����������Ũ�ȿ�����6 �� 8 g/L����ˮ����ȿ�����12 �� 1 �� 15 ��1�����н���������ڽ�ˮCODCr������Ũ��Ϊ642 �� 1 626 mg/L��NH3-N ������Ũ��Ϊ15 �� 35mg/L��TP ������Ũ��Ϊ0��6 �� 14.0 mg/L��TN ������Ũ��Ϊ19��5 �� 41��1 mg/L ������£�MBR ��ˮCODCr��NH3-N��TP��TN ������Ũ�ȷֱ�С��50��5��0.3��5 mg/L����ˮˮ������GB/T 18921��2002��������ˮ�������þ��ۻ�����ˮˮ�ʡ���Ҫ��
MBR ������ơ�Ʒ�ˮ����������һЩ����Ӧ�ã������ܵ�����Ĺ�ע�����Ź���Ӧ���з�ˮ������ģ�Ľ�һ������MBR ��������ơ�Ʒ�ˮ�Ĺ�����ƺ����о�����Ҫ��ʱ�ܽ������ơ�Ŀǰ����ԼMBR ����Ӧ���ڹ���ʵ����������Ҫ��Ͷ�ʼ����з��ýϸߣ��ܺĽϸ��Լ�Ĥ��Ⱦ����ȡ�Ȼ�������������������۸����������Ĥ���Ϻ��յIJ��ϳ����Լ�MBR ������ơ�Ʒ�ˮ���������о��������룬Ĥ��Ⱦ����õ���Ч�����MBR ����Ҳ�ؽ���ơ�Ʒ�ˮ��ʵ�ʴ����еõ��㷺��Ӧ�á�
4 MBR ����ơ�Ʒ�ˮ��Ĥ��Ⱦ����
�ڳ������й����У�Ĥ���ɱ���ػ��ܵ���Ⱦ��������ͨ�����͡�Ĥ��Ⱦһ���Ϊ������Ⱦ�Ͳ�������Ⱦ������Ҫ����Ϊ�����л�����Ķ�����������ʺ��������Ĥ��������Ĥ��Ⱦ����˱����Ĥ������ϴ��
���õ�Ĥ��ϴ�����л�е��ϴ������ѧ��ϴ������е���������ͻ�ѧ��ϴ���ϵķ���������ơ�Ʒ�ˮ��������Ĥ��Ⱦ����Ŀǰ����������ͻ�ѧ���ϵķ���������ϴ������������ơ�Ʒ�ˮ���Ĥ��Ⱦ�ij��ڶ��ڶ�Ĥ���з���ϴ����Ĥ��Ⱦ����ʱ��ͨ���ȷ���ϴ10 min������0��05mol/L ϡ������Һ����2 h���ܽ��������ͽ�����л�����Ӽ�����������ӣ�Ȼ����0��5 mol /L ������������Һ����2 h������л���������輰������Ⱦ���ʣ������2�� NaClO ��Һ����2h��������ɱ��������Ĥ���ϵ������ϴ��Ĥ����ͨ���ɻָ�����Ĥ��75�����ϡ�Tian �ȵ��о���������Ӧ����ֱ�������������ȿ��Լ���Ĥ��Ⱦ������ȵ��о�������Ͷ��PAC ���Ըı䷴Ӧ����������Һ���ԣ���ֹĤ��Ⱦ���ӳ�Ĥ����Ĺ������ڡ�Mohiuddin ��ͨ������Ͷ��PAC��2 ��Ա�����֤����PAC �ܼ�����Ĥѹ��ı仯������Ĥ��Ⱦ����ʵ�ϣ�Ŀǰ��ˮ�����������Ĥ��Ⱦ���ε�����Ҫ���о��������ۺϸ���Ԥ���������������Ĥ�ڵ�ѹ������µ�ˮ�ʡ���
5 չ��
Ŀǰ���������MBR ��������ơ�Ʒ�ˮ���о��������������Ӧ�÷�չ��Ȼ���ʺϵ�MBR ��Ϲ��պͲ��������д�����һ��̽����Ϊ��ʹMBR ������ơ�Ʒ�ˮ�����еõ����㷺��Ӧ�ã����Դ����¼���������о������ƻ�ѧ�����ȶ�������ʴ����еǿ�ȸߡ��۸�����ĸ�����Ĥ���ϣ���չ��ͬĤ�����Ӧ����Ա��о�������������Ĥ���ﷴӦ����MABR�����ƶ���Ĥ���ﷴӦ����MBBR���ȣ�Ϊ�����������ֳ�������˳�����̽���µ���Ϲ��գ�����������䣬���Ͷ������ģ���Լ�ɱ���ͬʱʵ��MBR ����Ѵ���Ч����ͨ���о�ơ�Ʒ�ˮ���Ĥ��Ⱦ�Ļ�����̽��������Ч��Ĥ��Ⱦ���δ�ʩ����ϴ����������Ĥ��ά���ɱ����ӳ�Ĥ��ʹ������������ˮ��Դ����ȱ����ҵ��ˮ�ŷű�����ߣ�MBR ƾ����������ƣ��ؽ���ơ����ҵ��ˮ���������ܵ�Խ��Խ������ӡ�














