报废弹药销毁废水的主要成分是TNT及其他一些衍生物,其特点是 TNT浓度高,水量小,并含有大量油脂等其他物质,成分复杂且色度高。如未经有效处理的含TNT废水直接排入地表环境,TNT就会很快渗入地下,积存于土壤和地下水中,造成严重的环境污染。 因此,研究TNT废水处理技术,对于维护人体健康和区域生态环境安全,具有重要的经济意义和社会意义。目前,处理TNT废水的方法主要有物理法、化学法和生物法。电Fenton法是将Fenton反应和电解反应结合在一个反应器内进行的方法,主要包括电解Fenton法、阳极电Fenton法、阴极电Fenton法。电Fenton法在难降解废水处理中已有所应用,但对弹药销毁废水的应用研究还较少。笔者对采用铁阳极电解Fenton法处理TNT废水进行了试验研究。
1 材料与方法
试验所用TNT废水取自某军区报废弹药销毁TNT 饱和溶液,主要污染物指标:TNT 149~202 mg/L,COD 480~500 mg/L,色度 1 040~3 130度,SS< 50 mg/L。
1.1 试验仪器及试剂
试剂:TNT标准分析试剂(纯度>99.99%),H2O2 (30%),NaOH(AR),Na2SO4(AR),浓H2SO4(AR),均来自天津市百世化工有限公司。
仪器:HH-6型数显恒温水浴锅(江苏省金坛市环保仪器厂),WYK-G型硅整流直流稳压电源(江苏省苏州万瑞达电气有限公司),pHB-4型pH计(北京科实兴业科技有限公司),721型分光光度计(山东高密彩虹分析仪器有限公司)。
1.2 试验方法
在电解槽中,以两块平行的10 cm×10 cm的铁和石墨板分别为阳极和阴极,外加直流稳压电源,加入700 mL废水,以Na2SO4做支持电解质。用稀H2SO4和NaOH溶液调节pH,投加一定量的30% H2O2,测定不同条件下TNT和COD的去除率。
1.3 分析方法
TNT的测定采用亚硫酸钠分光光度法,COD的测定采用标准重铬酸钾法。
2 结果与讨论
2.1 电压对去除效果的影响
在Na2SO4投加量770 mg/L,H2O2投加量300 mg/L,pH=7.0,电解时间2 h,极板间距7 cm的条件下,考察不同电压对TNT、COD去除效果的影响,结果如图 1所示。
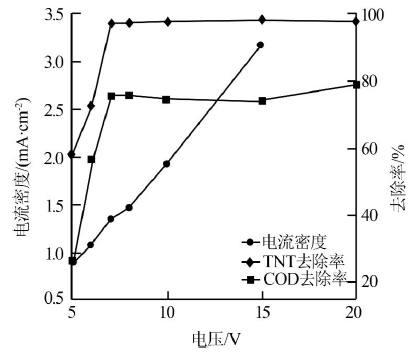
图 1 电压对去除效果的影响
由图 1可见,TNT去除率随电压的增大而增加。电压与电流密度成线性关系,所以TNT的去除率随电流密度的增加而增加。但是电流密度的增加,会导致反应超电压升高,能耗提高;另一方面,在H2O2-e=HO2・+H+的反应中,虽然生成的HO2・也是一种氧化剂,但其氧化能力大大低于HO・ 。废水在电压为7 V时,电流效率最高,此时反应迅速,阳极有大量气泡冒出,此时TNT去除率为98.22%,COD去除率为75.62%。当电压大于7 V时反应更换为剧烈,但是副反应现象明显,阴阳极均有大量气泡冒出,极板明显发热。这就是电压升高较大而去除率却上升缓慢的原因。因此从节能与废水处理两方面综合考虑,最适合的电压定为7 V。
2.2 H2O2投加量对去除效果的影响
在Na2SO4 770 mg/L,电压7 V,pH=7.0,电解时间2 h,极板间距7 cm的条件下,考察不同H2O2投加量对COD和TNT去除效果的影响,结果如图 2所示。
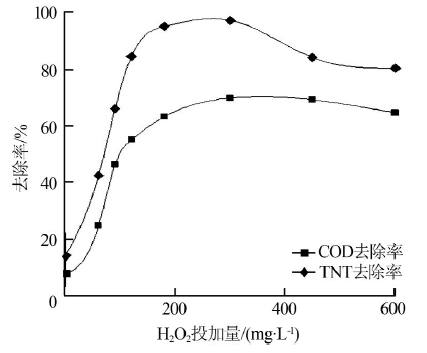
图 2 H2O2投加量对去除效果的影响
由图 2可见,在H2O2投加量从0增加到180 mg/L时,TNT和COD去除率迅速上升,TNT已基本被完全破坏,COD去除率也达到63.3%。H2O2投加量从180 mg/L增加到450 mg/L时,TNT在H2O2投加量为300 mg/L时去除率达到最大,而COD去除率仍缓慢上升至69.4%,当H2O2质量浓度大于450 mg/L时,TNT和COD的去除率反而下降。究其原因是当H2O2投加量为0到180 mg/L时,此时H2O2与铁阳极溶解出的Fe2+反应,反应产生的HO・迅速将TNT破坏。当H2O2投加量大于450 mg/L时,此时H2O2浓度较大,铁阳极溶出速率不能完全满足,造成H2O2部分未能与Fe2+发生反应就被电解过程破坏产生OH-,这主要是由于电解Fenton反应中,电流加快了H2O2的分解,造成短时间内过大,来不及与TNT反生反应就被H2O2淬灭 。因此取H2O2投加量为180 mg/L。
2.3 Na2SO4投加量对去除效果的影响
H2O2投加量180 mg/L,pH=7.0,电压7 V,电解时间2 h,极板间距7 cm的条件下,考察不同Na2SO4投加量对TNT和COD去除效果的影响,结果如图 3所示。
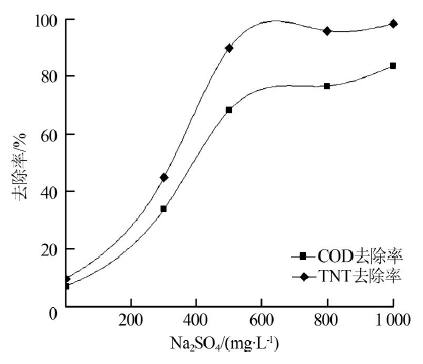
图 3 Na2SO4投加量对去除效果的影响
由图 3可见,随着Na2SO4投加量的增加,TNT与COD的去除率逐渐上升,当Na2SO4的投加量为500 mg/L时,基本达到最大。此后随Na2SO4投加量的继续增加,去除率增加缓慢,基本趋于平稳。这主要是由于随Na2SO4投加量的增加导致电解槽中的电解质增高,故电流增大,Fe2+溶出速度增大,利于Fenton反应的发生。当Na2SO4的投加量大于500 mg/L时,更大的电流可以去除部分COD,但能效较低。因此,Na2SO4的最佳投加量为500 mg/L。
2.4 初始pH对去除效果的影响
H2O2投加量180 mg/L ,Na2SO4投加量500 mg/L,电压7 V,电解时间2 h,极板间距7 cm的条件下,考察不同pH对TNT与COD的去除率的影响,通过试验发现pH从2.8变化到5时,去除率随pH的增加而降低,此后pH从5增加到9.4,去除率呈先上升后减小的状态。通过试验结果可见:当pH为中性时去除率最高。当电解液为酸性时,H+虽然可以和铁阳极反应,但是却抑制了阴极反应的发生。当电解液为碱性时,OH-会和铁阳极溶出的Fe2+发生反应产生Fe(OH)2沉淀,降低了Fe2+浓度,不利于Fenton反应的发生。所以,中性条件是最佳反应条件。
2.5 反应时间对去除效果的影响
在H2O2投加量180 mg/L ,Na2SO4投加量500 mg/L,pH=7.0,电压10 V,电解时间2 h,极板间距 7 cm的条件下,考察不同反应时间对TNT和COD去除效果的影响,结果如图 4所示。
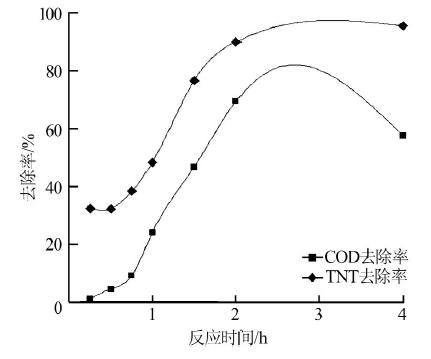
图 4 反应时间对去除效果的影响
由图 4可见,0~2 h时,TNT与COD的去除率随反应时间增长而加大,并且在2 h时达到最大。当反应时间大于2 h时,TNT去除率已无变化,而COD去除率却有所下降,这主要是由于Fenton反应已完全停止,H2O2完全消耗。此时,由于长时间的电解将少量苯环打开,造成COD增大,COD去除率下降。所以,最佳电解时间为2 h。。
3 结论
试验将电解反应和Fenton法耦合成电解Fenton法,采用铁作为阳极,石墨作为阴极;以TNT废水为处理对象,研究了H2O2投加量、Na2SO4投加量、pH、电压和电解时间等因素对TNT、COD去除率的影响。得出电解Fenton法的最佳工艺运行条件:电压7 V,H2O2投加量180 mg/L,Na2SO4投加量500 mg/L,pH=7,电解时间2 h。此时,TNT去除率可达97%,COD去除率可达65%。














