Ŀǰ���ۼ�ȩ��POM������������������Ʒ����е��ҵ���������˹㷺Ӧ�ã���Ѹ�ٷ�չ��Ϊ�����������֮һ����������һЩ���Ͳ�ҵ�ķ�չ���ҹ��Ծۼ�ȩ������Ҳ�ڼ���������ͬʱ�ҹ��״����ܹ�ʣ����չ�ۼ�ȩ��ĿҲ�ǽ����һ��״��;��֮һ����ˣ���Щ�����½������Ͷ��������ۼ�ȩ��ҵ�������ŷŵķ�ˮ�������������ϸ���ŷű�Ҫ��������̬����������ص�Σ���������˷��˴���ˮ��Դ������ʵʩ��ȴ������Ǵ���������
�ۼ�ȩ���������ṹ�IJ�ͬ����Ϊ���ۼ�ȩ��CH3CO-��CH2O��n-COCH3�����ۼ�ȩ��-��CH2O��n-��CH2O-CH2-CH2��m-���������ѽ����л���ۼ�ȩ�������������ķ�ˮ����Ҫ���д���ۺ��л����һЩδ��ȫ��Ӧ�ļ״����ȩ���Ը����ˮ�Ĵ���������ҵ����á���ͳ����+�ﻯ���Ĵ������գ�������ˮCODCrһ��Ϊ98��150mg/L��������ֱ���������ִ���������Ч�ʲ��ߡ����������ʵ͵�ȱ�㡣�Դˣ����߲���һ����Ч��������������ij�ۼ�ȩ��ҵ��������ˮ�����˴�����ȡ���˺ܺõĴ���Ч����
1 ��Ӧ����������ѡ��
1.1 ������Ӧ����Ч�������
�����ܽˮ�к���Ժ������オ����л��ﷴӦ���䷴Ӧ��Ҫ��2 ��;����һ�dz���ֱ������������ͨ���γ��ǻ����ɻ����������2 �ַ�Ӧ��ʽ�ܲ�ͬ����Ӧ����ѧ���ơ��ڼ�����������У�����һϵ������Ӧ����Щ���ʿ���Ϊ�������ٽ���Ӧ������Щ���ʿ���Ϊ���Ƽ���ֹ��Ӧ�����о������õ���Ч��������������������Ͷ�Ӻ��ʵ�������ǿ����Ӧ�������ǻ����ɻ����Ƽ����������ã���߳����������ʺ���Ӧ�������Ӷ���Ч��ȥ��ˮ���ѽ����л��
1.2 ������ѡ��
���õ��������������ᡢ���ᡢ�������ơ�˫��ˮ�������ε�1 �ֻ��֡����о����õ�����Ϊ�������ƣ�ͨ���ʵ����pH��������ˮ��OH-��Ũ�ȣ��ٽ��ǻ����ɻ����γɣ��Ӷ���߷�Ӧ���ʡ�
2 ���鲿��
2.1 ������ˮ������Ҫ��
������ˮΪ����ij�ۼ�ȩ����������ˮ����ˮ�����1 ��ʾ��
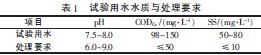
2.2 ��������
���ݹ��һ����ܾ֡�ˮ�ͷ�ˮ��������������CODCr�IJⶨ�����ظ���ط���pH �IJⶨ���ò����缫����SS �IJⶨ������������
2.3 ����װ�ü��������̼��
������װ�ô�������Ϊ20 L/h�������˾��ʳء���ûʽ����ϵͳ��������Ӧ����������������Ӧ������ˮ�أ����岿��Ϊ�����316L�����У����ʳسߴ�ΪD 500 mm��1 000 mm����ûʽ����ϵͳѡ��2֧Ĥ����ΪPVDF��Ĥͨ��Ϊ0��15 L/��m2��h������Ч���Ϊ1 m2�����˿�Ϊ0.2 ��m ����ʽĤ����ûʽ�������巴Ӧ���ߴ�Ϊ400 mm��400 mm��400 mm��������Ӧ���ߴ�ΪD 300 mm��500 mm�������裩��������������Ӧ���ߴ�ΪD 200 mm��1 500 mm����ˮ�سߴ�Ϊ400 mm��400 mm��400 mm������������������Ϊ0��20 g/h������β���ƻ�������������������Ͷ��ϵͳ������ҩͰ�ͼ����á�
���������س�ˮ���Ƚ�����ʳأ����ں������ý����ûʽ����ϵͳ��������ûʽ����ϵͳ��Ԥ������ˮ����������Ӧ������������ֻ�Ϻ�����������������������Ӧ���ײ���������������Ӧ������ͬ��������ѹ���з�ʽ������ˮ��������ɷ�Ӧ���ײ������ܽⷴӦ��������ˮ�г����ӽ�����״̬���뷴Ӧ���ϲ��Ĵ�������Ӧ������������������Эͬ�����£�Ѹ�ٳ�������ˮ���ѽ����л��������������Ӧ����ˮ������ˮ�غ����ŷš�����������ͼ1 ��ʾ��
3 �����������
3.1 Ԥ�������
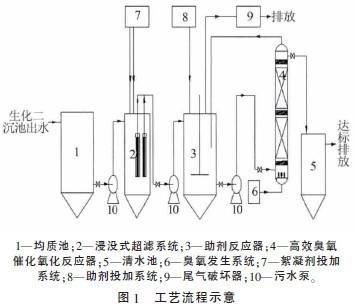
�ڽ�ûʽ����ϵͳ��ͬʱͶ��25mg/L ��������Ϊ20%�ľۺ��Ȼ�����PAC����5mg/L ��������Ϊ0.1%���۱�ϩ������PAM����ԭˮ����Ԥ�����������ͼ2��ͼ3 ��ʾ��
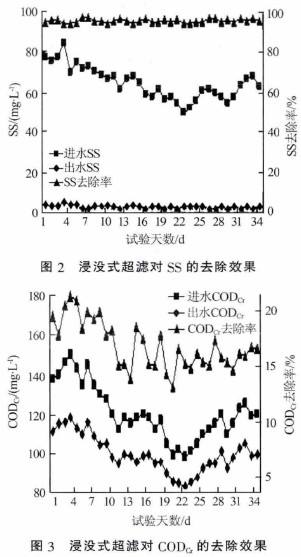
��ͼ2 ��ͼ3 ���Կ�������ûʽ����ϵͳ��SS��CODCr��ȥ���ʷֱ�ﵽ94%��13%���ϣ�����Ч�����ԡ���ˮ�к��н϶������̬�ͽ���̬���ʣ�����PAC ��PAM ���������úͳ���Ĥ�Ľ������ã���������Ч��ȥ����ˮ�е�SS ��CODCr�����ұ������������۶³�����������Ӧ���Ŀ��ܡ�
3.2 �������������
������ûʽ����ϵͳ��Ԥ������ˮCODCrΪ83��118mg/L��SS Ϊ2��5mg/L���ڳ���Ͷ����Ϊ40mg/L����Ӧʱ��Ϊ45 min �ͷ�Ӧ��ѹ��Ϊ0.05 MPa�������£��ֱ����ֱ�ӳ�������������������Ч����������Ԥ�������ˮ���д����������ͼ4��ʾ��������Ӧ������Ͷ������������Ϊ���������ڷ�ˮpH Ϊ9������ѡ�ø�����ͭ�����������̵ĸ��Ԧ�-A12O3������װ����Ϊ0.03 m3��
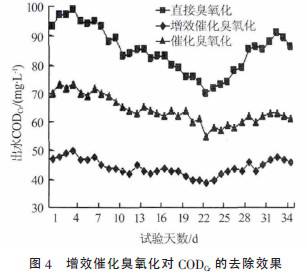
��ͼ4 ���Կ���������ͬ�����������£�3 �ַ�ʽ�Է�ˮ�е�CODCr����һ����ȥ��Ч����3 �ִ�����ʽ�Է�ˮ�Ĵ���Ч����С����Ϊ��Ч��������������������ֱ�ӳ�����������ԭˮCODCrԽ�ͣ���������Խ���ԡ�����Ҫ����Ϊ�������ʹ�����Эͬ��Ч�����£��ɴٽ��ǻ����ɻ����γɣ���߷�Ӧ���ʺͳ����������ʣ�ʹ��ˮ�е��ѽ����л��ﱻѸ�ٳ���������ͼ4 �����Կ�������Ч����������ˮCODCr��50mg/L���ﵽ�ˡ�������ˮ��������Ⱦ���ŷű�����GB 18918-2002��һ����A ����Ҫ��
4 ����
��1����ûʽ����Ĥ�нϺõĿ���Ⱦ������ͬʱͶ����������������������ǿ��ȥ������̬�ͽ���̬��Ⱦ������������ұ������������۶³�����������Ӧ���Ŀ��ܣ����˺ܺõ�Ԥ�������á�
��2��������������������������ǿ��������Ⱦ���ص����ڷ�ˮ��ȴ��������ýϴ�Χ��Ӧ�á���һ��ֱ�ӳ�������������Ӧ��ѡ�����������������ʽϵͣ����ô����ɴ����߳��������ʣ�������CODCr�Ľ��ͣ���Ӧ���������½�����Ч������������ͨ��������Эͬ��Ч���ã���������˳����������ʣ�ͬʱ����˷�Ӧ���ʣ���ʹ��ˮ�е��ѽ����л��ﱻѸ�ٳ�������CODCrȥ����������ߡ�
��3���ɳ�������ԭ����֪������Ǿ������гɱ��Ĺؼ����ء�����������������ͬ�����������£���ͬ������ʽ�Է�ˮ���ѽ����л����ȥ��Ч�ʴ�С����Ϊ��Ч��������������������ֱ�ӳ����������仰˵��Ҫ�ﵽ��ͬ�Ĵ���Ч������Ч�����������������ĵij��������٣����ֱ�Ӽ����˷��������ĵ�ģ����������гɱ�����ˣ���Ч�������������кܹ㷺��Ӧ��ǰ����
��4�����ݲ�ͬ��ˮ��������������Ϊ�ᡢ�˫��ˮ���������е�1 �ֻ��֡�����̽�ֽ������������������ȸ���ļ����ͳ������ã��Խ�һ�����Ƹü��������ʹ����ɱ����ﵽ��߳��������ʺͷ�Ӧ���ʵ�Ŀ�ġ�














